The Benefits of Wet Blasting for Die Shop Managers
As part of the extrusion process there is a vital requirement for the on-going cleaning and polishing of dies. This is a critical operation for the continual production within an extrusion plant but one that is often considered time consuming and full of tedious processes. However, without proper care and attention given to the preparation of dies, extruders risk high extrusion scrap rates and low die success rates. During the 1990’s, many extruders attempted to tackle this problem by adopting a dry blasting system; these bulky and typically dusty machines utilise steel shot to reduce the amount of manual filing involved at the die correction stage, but are often cumbersome to use and hard to maintain. As technologies and processes have improved there is a need for die shop managers to assess new alternatives; processes that are showing strong signs of being extremely viable in that they are both time saving and cost effective.
Consequently this paper looks to explain the benefits of adopting a wet blast technology for use in extrusion die shops. By explaining the benefits that the process offers to extruders, the science behind wet blasting and the systems that can be used, it is hoped that this paper can be used as a source of information for those managers and buyers looking to purchase new systems.
Application Advantages
With wet blast technology extruders are able to achieve a quicker, more effective and consistent polishing action that can improve the die success rate when compared with conventional systems. Wet blasting is able to remove deep-seated contamination without impinging on or damaging the underlying substrate. The process also removes the time consuming drying stage, prior to polishing, that is often required after caustic cleaning.
The primary benefits gained from using a wet blast system are that dies are polished to a much higher standard and the wet blast process can save extruders several minutes of manual polishing per die. With an industry average of 100-150 dies cleaned per day one extruder has experienced a payback on their system within 6 months. Being far more intensive than dry blasting, wet blasting allows particles to flow across the surface leading to increased contact with the surface and therefore a higher rate of polishing.
The improved die success rate is also a major advantage of the wet blast process which also benefits the complete operation. The ability of the wet blast process to provide uniform polishing means the die profiles can be precisely maintained. This is a technological advantage for extruders as the dry blast process has been known to abrade critical surfaces at different rates due to the flow, or lack of, in the particles. The intensity of some dry blasting machines can damage a die causing the extruded profiles to perform poorly; with wet blasting, this is no longer an issue. The ability to constantly achieve consistent and uniform polishes allows extruders to improve their die success rate. From working with various extruders, who use wet blasting, it has been found that die success rates can be increased by as much as 4%.
Wet blasting can also provide a better working environment. By adding water to the process there is an elimination of all airborne particles and a reduction in the amount of abrasive surrounding the machines that can cause floors to become slippery. These higher levels of industrial hygiene mean there is less of a requirement for any housekeeping within the die shop. Wet blasting also has the advantage of eliminating the drying stage that is often required after the caustic rinse.
The Wet Blasting Process
Originally pioneered by Norman Ashworth in the 1940’s, wet or vapour blasting has grown to fit a wide range of applications with its main purpose to provide a highly precise surface finish.
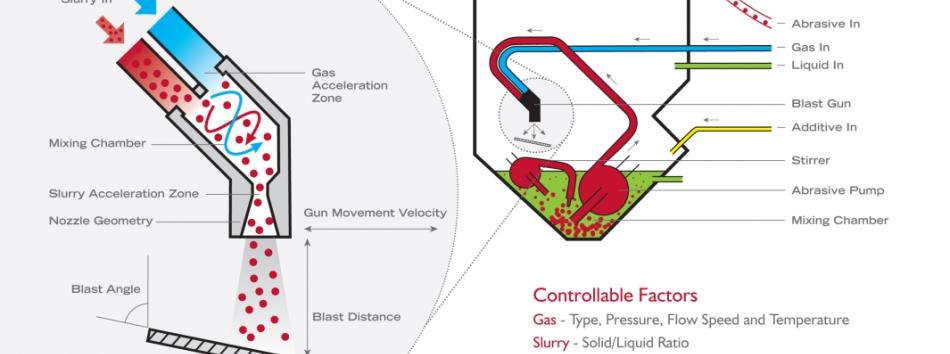
Wet blasting uses water and an abrasive medium to form slurry in the sump tank of the installed system. As the slurry is pumped through the system towards the gun heads compressed air is introduced; by allowing the slurry and air to synthesise within the mixing chamber of the gun a highly powerful blast stream is created which in turn accelerates through the boron carbide nozzles. Having impacted upon the bearing surfaces the slurry is then recirculated through the same system for continuous use.
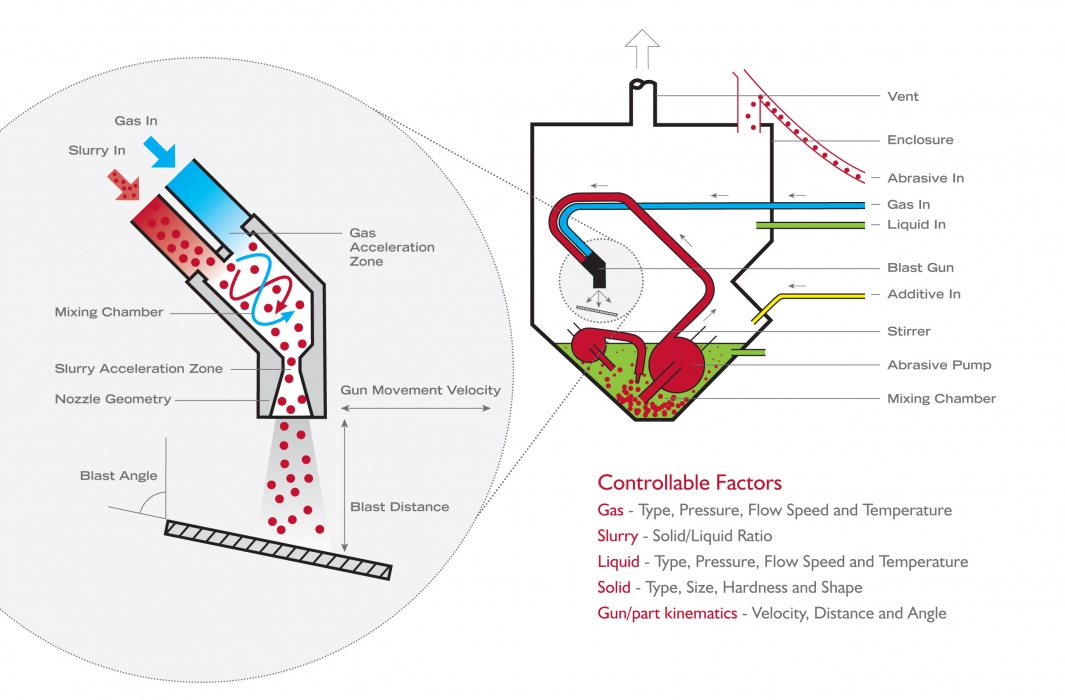
1. A typical circuit diagram for a Vapormatt machine
Similar to dry blasting, it is the abrasive content that plays an essential role in achieving the desired surface and this is very controllable as the form, hardness and mesh size of abrasive particles can be changed to suit the application. The recommended abrasive used for the die cleaning application is a pre-mixed compound of both aluminium oxide and glass beads and this mix yields two key benefits. The abrasive action of the aluminium oxide particles easily removes all traces of surface contaminants on the bearing surfaces and die faces whilst the glass bead particles work to polish and peen the die face and bearing surfaces to remove traces of carbonisation. This intensive process ensures that the nascent surfaces are left extremely clean when compared with the alternatives; this makes a wet blasted die very easy to nitride. Having been wet blasted, nitrogen can easily diffuse into the die due to the reactiveness of the bearing surfaces.
From the extensive development of the process, it has been found that users of a wet blast system should keep their abrasive concentration levels at 20% in order to achieve optimum results. In order to maintain this, sight glasses can be installed to make measuring this a simple task. The rate at which abrasive is used up is largely dependent on a range of factors such as air pressure, the number of blast guns being employed and cycle duration and frequency of use. As a guide, most systems have an attrition rate of 500g (1lb) per gun per machine hour, and this is far lower than the rate found in dry blasting machines.
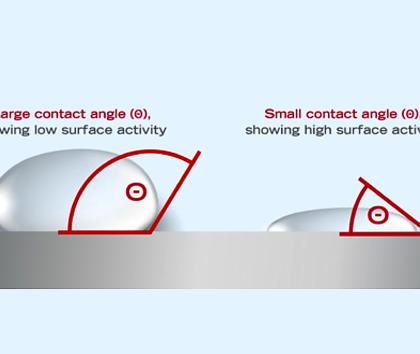
As mentioned earlier, the fluid dynamics involved with the process allow particles to be buffered by lubricating them in water and this creates a far less aggressive action than dry blasting. The water allows the abrasive media to flow consistently over the bearing surfaces so the die profiles can remain unchanged in their geometries. It is the flow of water that gives wet blasting a distinct advantage over traditional means as the slurry can easily navigate and permeate the often tortuous paths found in intricate die designs whilst achieving a uniform polish.
Suitable Systems
The range of wet blasting solutions available to die shops is wide and allows great flexibility with regard to production output. The main constraints on system capacity are the size of the loading area and the speed at which a cycle can be completed.
All systems are designed to be completely closed loop which means any water loss is through evaporation only and this enables extensive periods of use. Systems are also fitted with a powerful pump to aid the process. The pump is fitted to maintain the continuous blasting cycle by supplying the blast guns with a constant flow of the slurry; this is also connected to a filtration system which quickly removes any effluent that could contaminate or affect the abrasive flow. Consequently, filtration is key for preserving the quality of the slurry.
In larger systems, there is an option to have secondary pumps installed and this provides yet more power for an even better blasting process. The continuous pumping cycle is an essential action as the density of the abrasive means it will sink to the bottom of the sump when the machine is not in use. Through continual agitation of the sump water the blasting cycle can offer highly consistent results on the desired surface.
It is also important to consider the durability of the system as pumping slurry requires special materials that can withstand the harsh conditions that the process creates. Manufacturers of wet blast systems make extensive use of polyurethane as its chemical properties allow for malleability in designs of complex components as well as enough durability to prevent premature failure on essential working elements.
As newly cleaned dies are left with extremely reactive surfaces which are very adhesive should the dies require nitriding prior to extrusion. As a response to the reactiveness of the newly cleaned dies, additives, such as rust inhibitors, can be mixed into the sump tank to help preserve the nascent surface; larger systems can also be designed to include drying systems, removing yet another process that will save extruders more time.
When looking to invest in a new system, buyers will decide between either a manual or automatic system and this is often determined by the number of dies cleaned per day.
Manual systems tend to comprise a small cabinet that are operated by an operator using one controllable blast nozzle. It is these systems that would be recommended to smaller plants as their cost price makes them an affordable investment that will quickly pay itself back, and they are easy to maintain.
For those plants with larger outputs, buyers may wish to consider a fully automatic system. The largest of these systems can be installed to fulfil a large part of the die polishing operation. Not only do the 12 gun systems effectively clean dies from both sides, but a rinse and powerful drying stage means that over one cycle, dies can go straight from their caustic bath to the inspection area.
The automatic systems are also controllable, with a PLC coordinating activities to ensure smooth running whilst monitoring for any faults. Programmable variables can include cycle speed, blasting intensity and rinsing quality. Automatic abrasive dosing can be included to maintain concentration levels of the abrasive. All of the data from the PLC is then linked to a HMI on the operator panel so that pre-programmed sequences can be selected and progress monitored.
Due to the size of the dies, wet blasting machines are built to be structurally secure both in durability and overall strength. With wet blasting, it is important to use a suitable material that can stand up to wet conditions whilst offering the rigidity that is required for a stable processing environment. Most cabinets are made from fibre glass as this material is not only water proof but also very quiet and, with fibre glass systems capable of holding loads of up to 1500 kgs, they offer a good solution.
Conclusion
With the movement of wet blast companies into the extrusion die industry, extruders have gained access to a technology that is not only far more effective than traditional methods, but also has the ability to yield great savings in both the polishing operations and the extrusion department as a whole.
Wet blasting offers flexible solutions for extruders of all sizes and production requirements to harness the potential of this process, and this is apparent from the range of both automatic and manual systems that are available.