
Process assurance in wet blasting: how specification holds at production scale
Your process engineer has signed off the recipe. Results are proven on samples. The specification is documented. The question that remains is the one nobody answers directly: will this machine deliver the same result at cycle 10,000 as it did at cycle one?
Every wet blasting machine supplier will tell you their process is repeatable. None of them will show you the engineering that makes it so. There is a difference between a machine that can be set consistently and a machine that holds itself consistently, under production conditions, across shifts, across months, without relying on operator experience or extensive manual checks.
Vapormatt machines are built to answer that question with hardware. This page explains the engineering behind it.
Why "repeatable" is not an engineering claim
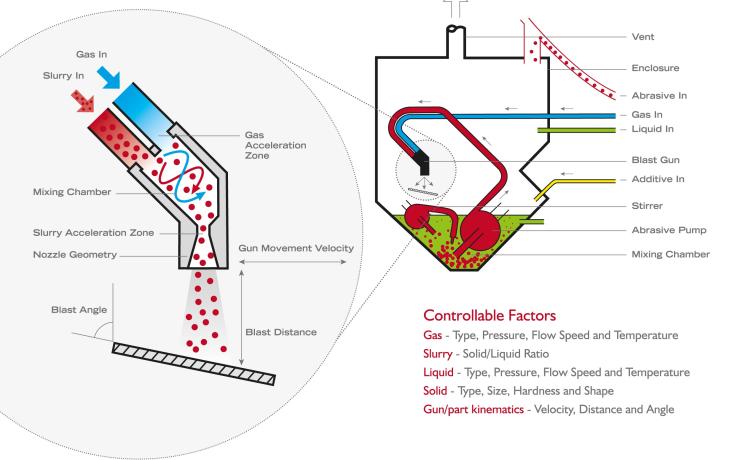
Wet blasting involves 15 independently adjustable process variables. Each one interacts with the others. Media concentration affects surface profile. Abrasive breakdown affects the process times. Slurry pressure affects the wear on the machine. Nozzle diameters affect running costs. Any variable drifting slightly, over time, produces a measurable change in the output.
Some machines give you the parameters to set. But setting them correctly at the start of a production run is not the same as holding them throughout. In tightly controlled applications such as peening and honing or on safety critical components such as, medical implants or parts for and nuclear decontamination, that distinction is not a quality preference. It is the difference between a component that meets specification and one that does not.
Claiming repeatability is straightforward.
Engineering repeatability requires solving three specific problems: control of the abrasive media, consistent delivery of the slurry, and managing drift when machines wear. Most suppliers don't monitor and automatically adjust for these.
If you can measure it, you can control it
Using control as a guiding principle, Vapormatt's engineering ensure control runs through every machine. The result for customers, is a connected set of proprietary systems, each designed to remove a specific source of variability from the production cycle.

Media management
As particles break during production, size distribution shifts, and the surface finish with it. Standard sieve-based filtration blocks and cannot maintain the tight particle size window that critical applications require.
Vapormatt solves this in several ways, but most prominently with the patented elutriation tower which uses fluid dynamics rather than screens. Based on Stokes' law, it continuously separates broken particles from the working media population, holding size distribution stable over time without operator intervention.
Control particle size distribution ensures the media being used stays within specification throughout the run, not just at the start of it.

Slurry delivery
Inconsistent slurry delivery produces inconsistent results. If nozzles across a machine receive different concentrations or pressures, the blast pattern varies across the component surface. The consequences are uneven surface finish, dimensional variation, and process non-conformances that are difficult to trace.
Vapormatt machines use proprietary sensing to monitor and respond to changes in the key delivery variables continuously. Pipework is designed with a precise understanding of how slurry pressure drops with every metre of hose, ensuring each nozzle receives a consistent and equal supply. Behind this is a complete delivery architecture specified and validated in Vapormatt's R&D facility, built on decades of understanding how particles behave in liquid and how to move them consistently around a system.
This is why Vapormatt process results hold where less controlled systems drift.
Proven where the consequences of drift are most severe
Vapormatt are used in some of the most controlled manufacturing environments on the planet. These industries do not accept assurances about repeatability. They require the engineering behind it.
Our 12 patents registered across this control architecture are not commercial claims. They are the documented record of specific engineering problems solved. No competitor holds a comparable body of protected IP in wet blasting process control.

Managing performance drift due natural wear
All blasting machines start to wear from the moment you turn them on. The question is whether the machine compensates automatically or silently allows output quality to degrade.
As pump wear Vapormatt’s variable speed drives compensate for changes in slurry pressure, increasing the useable life of the pump. While air flow monitoring on each nozzle detects changes to the nozzle shape and size, with machine compensating to prolong nozzle life before the finish degrades or running costs increase.
Vapormatt 4.0, the company's IIoT platform is fitted as standard to all new automatic machines, continuously monitoring drive performance, speed, and positioning, flagging degradation before it creates unplanned downtime. Vapormatt 4.0 logs every process parameter for every cycle, creating the complete production data record and integrating with customers’ manufacturing systems.
Longevity is engineered at the design stage too. Boron carbide blast nozzles, stainless steel cabinets, abrasion resistant materials, optimised cabinet design to avoid corners, sharp edges and blocking points, all reducing the frequency and disruption of maintenance interventions.
The bottom line
Every wet blasting supplier claims a repeatable process. Vapormatt is the only supplier with the patents and know how to prove that repeatability is engineered into every machine. Media managed continuously. Slurry delivered to specification. Wear caught and compensated automatically.
Buying a wet blasting machine means accepting whatever level of process control the manufacturer has chosen to invest in. Vapormatt has made the engineering investment to prove it.
FAQs
How does a Vapormatt machine maintain consistent surface finish across a long production run?
Through three layers of control, operating continuously during production: the elutriation tower for maintaining media quality, proprietary concentration sensing holds the correct abrasive concentration, and Vapormatt 4.0 monitors parameters, drive performance, and wear indicators in real time. The system corrects automatically rather than waiting for a scheduled check or operator intervention.
What makes Vapormatt's process control different from other wet blasting suppliers?
The difference is in hardware, not claims. Elutriation towers, bubble valves, closed-loop filtration, concentration measurement, variable speed pump drives, and air flow monitoring are all available in Vapormatt machines as standard. They address the three main causes of process drift: media break down, slurry delivery variation, and wear-induced change over time.
Is wet blasting process data compatible with quality management systems?
Yes. Vapormatt 4.0 logs every process parameter for every cycle and provides multi-level access for production, quality, and management functions. The data record supports traceability requirements in aerospace, medical device manufacturing, and other regulated production environments.
What is the elutriation tower and why does it matter?
It is a patented particle separation system that continuously removes broken, undersized media from the blast circuit during production. Broken media produces a different surface finish to correctly graded media. The elutriation tower holds the media population within specification without sieves, which block and require manual clearing.
Can these control systems be retrofitted to existing machines?
Yes. Vapormatt's aftermarket programme includes retrofitting advanced control and monitoring capabilities to existing machines, including competitor machines. This allows manufacturers already running wet blasting processes to raise their process assurance standard without replacing capital equipment.