A burr that breaks off a medical impant in a patient is not a quality problem you fix in the next production run.
Micro and feather burrs left on cutting tools, medical instruments, and precision machined parts are not cosmetic. On tooling, they concentrate heat at the cutting edge, accelerate wear, and cause coating adhesion to fail at exactly the point where it matters most. On surgical instruments, category 1 and 2 burrs present a patient safety risk that no downstream inspection process can fully mitigate. Wet blasting removes these burrs with sufficient control over energy and abrasive delivery that the underlying geometry stays intact. The process handles the transition from burr-present to burr-free without introducing a secondary problem.
How wet blasting deburring works in practice
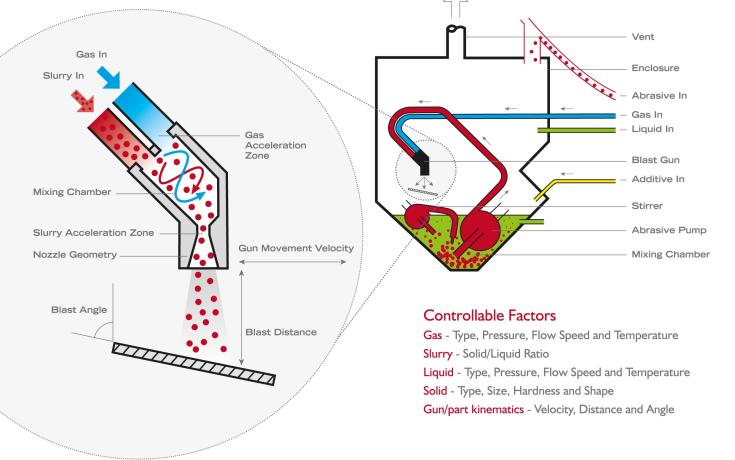
The slurry cushions the abrasive in water before it reaches the surface. This reduces the peak impact energy of each particle, which is why the process removes category 1 and 2 burrs without loading the base material or significantly changing the edge radius. In addition the water flows the abrasive around hidden corners. Pressure, abrasive type, gun angle, and component motion are each independently adjustable, which means the recipe can be dialled to the burr size and substrate without trading off one outcome against another.
Typical setup: deburring
- Abrasive: Aluminium oxide, typically around 220 mesh; glass bead for softer substrates or where a bright finish is required
- Pressure: 4 to 5 bar (58 to 73 psi); lower for soft metals or where edge radius change must be minimised
- Guns: Manual or automatic depending on component; automatic motion required for repeatable results on cutting tools
- Minimum recommended control: Basic manual machine for general machined parts; automatic motion control for cutting tools and precision instruments
- Variables: Edge radius tolerance drives acceptable aggressiveness; geometry complexity and internal cavities require gun angle and standoff adjustment
Deburring capability: what wet blasting achieves
The process handles the component types shown below. Parameters shown are indicative and confirmed for the component types listed.
| Component type | Typical size or weight | Process mode | Achievable outcome | Minimum control |
|---|---|---|---|---|
| HSS taps (M8, flute deburring) | 8mm diameter | Semi-automatic | Type 1 and 2 burrs removed; edge radius affected very slightly | Automatic motion |
| Brass water valve parts (multi-geometry fittings) | Approx. 80 x 75 x 60mm | Manual | Good burr removal across internal cavities and machined faces; surface finish affected slightly | Basic manual machine |
| Titanium surgical tips (three tip geometries) | Approx. Ø15mm x 150mm | Automatic | Effective deburring with micro-geometry kept intact; met visual deburring standard | Automatic motion |
In Vapormatt sample processing trials, 8mm HSS taps from a European cutting tool manufacturer were processed to remove type 1 and 2 burrs along the flute with minimal change to cutting edge geometry. A Vapormate with synthesised automatic motion representing an Oncilla production machine was used with Expo-blend abrasive and a custom deburring gun at 2.5 bar. Burrs were fully removed in 5 seconds per tap, with average edge radius results of 16.31, 19.91, and 16.79 microns across tested tools confirmed by Alicona Edgemaster measurement.
Buyers processing medical instruments will find relevant context on the medical instruments industry page and dental industry page. Manufacturers processing cutting tools should also review the cutting inserts and solid carbide tools pages before specifying a machine.

The right machine for your application
Vapormate or Puma: the right starting point for a wide range of component types with low to moderate throughput requirements and basic control specification.
Puma XL: for large components that exceed the envelope of a standard machine.
Puma with barrel: for small parts requiring high throughput where individual component handling is not practical.
Related machines



FAQs
Will wet blasting open the edge radius on my cutting tools?
It can, which is why pressure and abrasive selection matter. In sample processing trials on 8mm HSS taps, average edge radius values after processing ranged from 16 to 20 microns with a custom deburring gun at 2.5 bar. The recipe is set by adjusting pressure and abrasive aggressiveness against your edge radius tolerance, not by applying a standard programme.
Can the process reach burrs in internal cavities and cross-holes?
Yes, for accessible cavities. In trials on brass water valve parts with internal machined geometry, blasting into inner cavities removed the majority of accessible burrs cleanly. Burrs in geometry that physically prevents gun access cannot be reached by any blast process; these cases are identified during sample processing before a machine is specified.
How do I know the process will be consistent enough for a medical application?
Consistency is a function of how well the recipe is controlled and how repeatable the component motion is. For titanium surgical tips, automatic motion on the Oncilla allowed the same programme to process multiple tip geometries to a confirmed visual deburring standard. The process can be locked and documented so that every part receives the same treatment.
Do I need a high-specification machine to deburr general machined parts?
Not for straightforward applications. Brass fittings and similar components were processed effectively on a basic manual machine. The level of control required scales with the tightness of your edge radius or surface finish specification, not with part complexity alone.
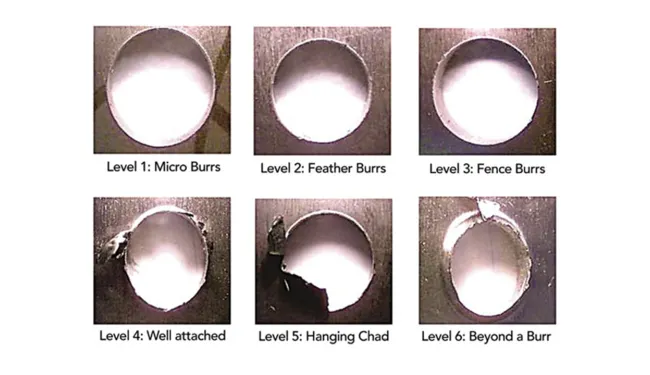
What burr categories does wet blasting handle?
The process is suited to category 1 and 2 burrs: micro and feather burrs produced by machining. Categories 3 to 5 are progressively larger and stiffer; at those sizes, the process may not remove the burr without a surface change that falls outside acceptable limits. Sample processing will confirm whether your specific burr falls within range.