Image

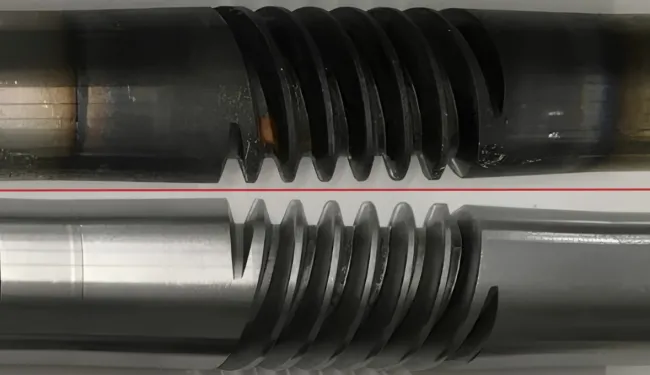
How wet blasting heat scale removal works in practice
The pressurised slurry drives abrasive particles into scale deposits and lifts them from the substrate surface. Water in the mix flushes removed contamination clear immediately, preventing redeposition and protecting the base material. Pressure and abrasive grade are dialled to the component material and geometry, giving you a repeatable surface condition rather than a variable one.
Typical setup: heat scale removal
- Abrasive: Coarse aluminium oxide
- Pressure: 4-5 bar (58-73 psi)
- Guns: Automatic; cable processed in a Profelis continuous-feed configuration
- Minimum recommended control: Abrasive condition monitoring required for continuous processing
- Variables: Recipe does not change significantly across materials. Throughput is the primary variable: process as aggressively as the substrate tolerates, then increase speed to the fastest rate that maintains the required outcome



