Image
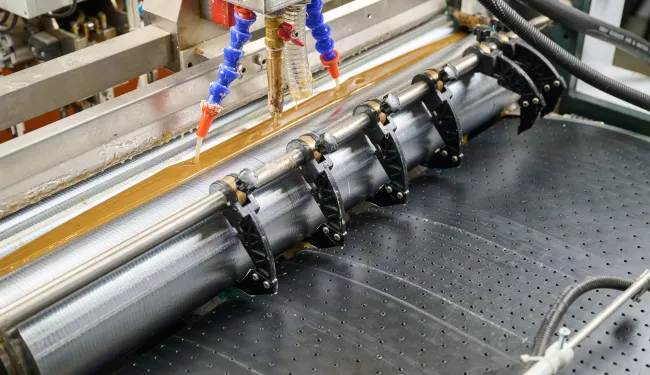
How wet blasting surface finishing for bonding works in practice
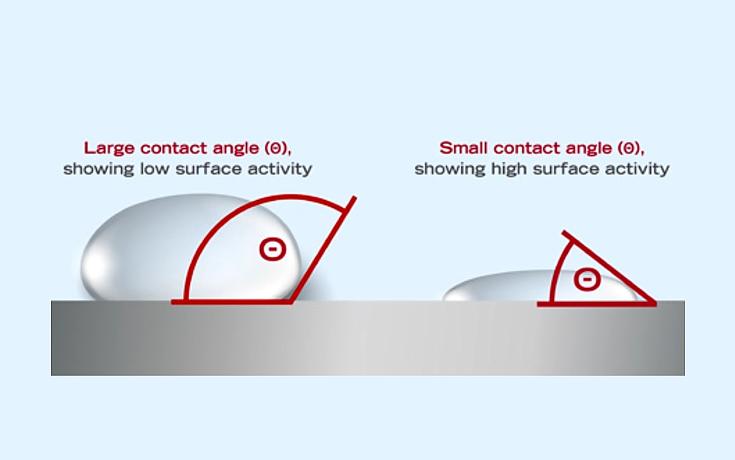
The slurry carries abrasive particles to the surface in a column of water, which simultaneously cleans and profiles in a single cycle. Water dampens the impact energy, preventing the micro-fractures and embedded contamination that undermine bond strength. Pressure, abrasive grade, and gun angle can each be adjusted independently, giving you precise control over the surface profile you achieve.
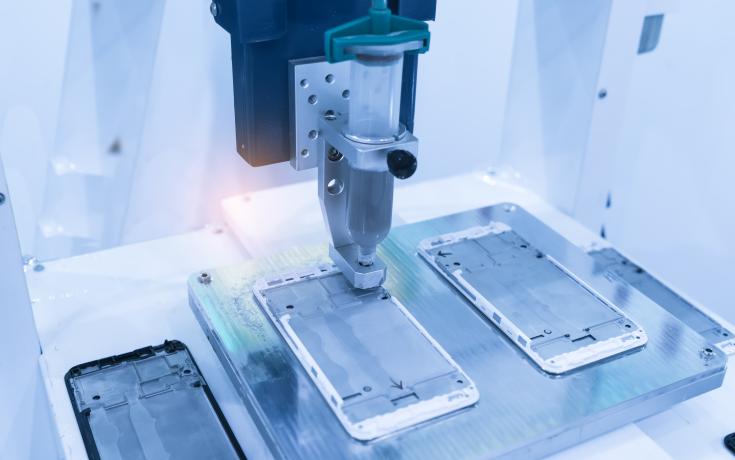
Typical setup: surface finishing for bonding preparation
- Abrasive: Coarse aluminium oxide, 46 to 120 mesh. Note: composites generally require 120 mesh.
- Pressure: 3 to 5 bar (44 to 73 psi)
- Guns: Component dependent, manual or automatic
- Minimum recommended control: Basic process control sufficient for entry-level machines; continuous automatic machines recommended for high-volume or tight-tolerance work
- Variables: Harder materials require higher pressure and coarser abrasive. In automatic processes, gun positioning is adjusted to ensure full surface coverage on complex geometry.