The origins of wet blasting
In the late 1940s, Norman Ashworth was working alongside Sir Frank Whittle on the development of the jet engine which led him to engineer something entirely new: a process he called 'liquid honing', combining water and abrasive media to produce a finish no dry process could match. That process became wet blasting - otherwise known as vapor blasting, vapour blasting, or aqua blasting. The fourth generation of the Ashworth family still owns and runs the company today. No competitor can make that claim.

How wet blasting works
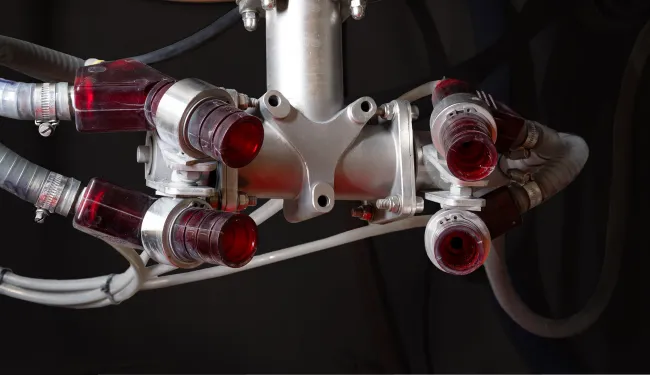
Wet blasting delivers a lubricated and cushioned flow of abrasive slurry onto the surface rather than into it. Water and abrasive media are mixed to form a “slurry” before compressed air is introduced to project a controlled stream on the surface that: cleans, finishes, and degreases a component in a single pass. No embedded media, no heat distortion, and no airborne dust.
The results are measurably different from dry blasting or grit blasting, where particles strike at full velocity, ricochet unpredictably, and embed into the substrate. Our machines achieve surface roughness values as low as 0.2µm and edge hones to within ±2µm of tolerance. Few mechanical surface treatments reach those numbers.
What makes it controllable
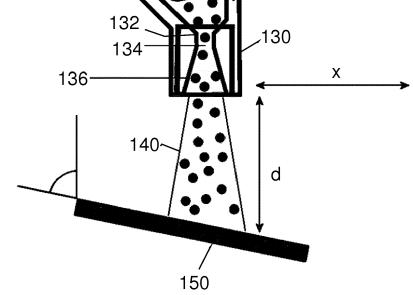
Precision outcomes require precise inputs. A wet blast result is governed by up to 15 interacting variables: air pressure and volume, media type, size and concentration, nozzle geometry, standoff distance, process speed, and component fixturing.
Discover how Vapormatt engineering gives a repeatable process
Every Vapormatt machine runs as a closed-loop system as standard. Water and abrasive media are recycled continuously while slurry quality and air pressure are monitored and controlled in real time. This allows a process 'recipe' to be established once and reproduced exactly, cycle after cycle.
Central to that consistency is the Vapormatt Slurry Pipework System (VSPS), our proprietary modular delivery architecture, that ensures slurry reaches the right place at the right time, without the variability that compromises less controlled systems. It is the engineering reason our process results hold where others drift.
Because wet blasting produces no dust, it requires no ATEX compliance. Operators work without extraction, without explosion risks, and without the respiratory hazards that lead to serious respiratory concerns such as silicosis or cancers.

Trusted where failure is not an option
The safety case for wet blasting is not new. Originally developed to eliminate silicosis, wet blasting was established as the safest industrial standard decades ago. More recently, the elimination of airborne dust has made it the process of choice wherever secondary contamination must be controlled.
Vapormatt supplied over 30 nuclear decontamination installations in the USA, including work carried out following the Three Mile Island incident. When a process is trusted at that level, every other application becomes a question of configuration, not capability.

What wet blasting is used for
The same fundamental process, configured differently, handles cleaning, deburring, edge honing, surface preparation for coatings, peening, descaling, and powder removal; often in a single operation, eliminating handling steps and reducing cycle time.
It is why wet blasting is the process of choice across several of the worlds most controlled and highly technical manufacturing industries:
- Aerospace: paint stripping, shot peening, preparation for NDT
- Carbide tooling: edge honing to K-factor, pre-coating preparation, burr removal
- Additive manufacturing: smoothing, depowdering and internal cleaning
- Medical devices: Controlled surface roughness finishes for biocompatibility and sterilisation
- Aluminium extrusion: die cleaning to reduce polishing
- Composites: surface activation for bonding
Browse our guides

The benefits of wet blasting
Learn how wet blasting delivers superior results and safer operation compared to other technologies.

Process control
Discover why repeatability isn't a claim, its engineered into every Vapormatt machine.

Health and safety
Learn how Vapormatt make their wet blasting machines the safest in the world.

Abrasive blast media guide
Understand why size, shape and hardness of media influence the blasting process.
R&D and patents
Vapormatt have the strongest experience in wet blasting and it continues to develop.
FAQs
What is the difference between wet blasting and dry blasting?
In dry blasting, abrasive particles strike the surface at full velocity, embed into the substrate, and generate airborne dust. Wet blasting cushions the abrasive in water, producing a controlled flow that finishes the surface without embedding media or creating dust. The result is a measurably cleaner surface, tighter dimensional control, and no ATEX compliance requirement.
What surface finish can wet blasting achieve?
Vapormatt machines achieve Ra values as low as 0.2µm and can hold edge hone tolerances to within ±2µm. The specific outcome depends on media selection, pressure, and process configuration, variables our engineers define for your application before a machine is specified. It can be used most substrates and materials and is particularly effective on stainless steel, aluminium, carbide, titanium or nitinol parts.
Is wet blasting safe to operate?
Wet blasting produces no airborne particulate and requires no dust extraction. It eliminates the silicosis risk and prevents operators inhaling cadmium during paint removal operations. Vapormatt machines have been installed in nuclear decontamination environments proving it is safe for the most demanding safety standards in the world.
Can wet blasting replace multiple process steps?
Yes. Cleaning, degreasing, deburring, surface preparation, and finishing are frequently completed in a single operation. This reduces handling, shortens cycle time, and removes the cost of running separate process lines for each step.
How repeatable is the wet blasting process?
Repeatability is a function of process control. Every Vapormatt machine operates as a closed-loop system, monitoring and maintaining slurry concentration, pressure, and media condition in real time. Combined with our proprietary VSPS pipework architecture, this delivers the same result at cycle 1 and cycle 10,000.
Is vapor blasting different from wet blasting?
No. Vapor blasting (also spelt vapour blasting in the UK, Australia, New Zealand and several other countries) is simply another name for the same process. It describes the same surface finishing technique: mixing water and abrasive media into a slurry, then using compressed air to project it onto a surface in a controlled stream. Read our vapor blasting page for more detail.