
No competitor holds a comparable body of protected IP in wet blasting technology
The patent record below spans four decades, covering the core mechanical systems that define how a wet blasting machine performs in production: nozzle geometry, slurry feed mechanics, particle separation, machine architecture, and cutting edge preparation.
That portfolio is the output of a dedicated materials laboratory equipped with Alicona surface measurement systems, particle size analysis, and profilometry. Process parameters, surface Ra outcomes, and media behaviour are characterised under controlled conditions. What reaches the machine range is validated, not estimated.
The programme is led by Matt Ashworth, fourth generation of the Ashworth family advancing the technology. The wet blasting machines of the future will focus on reduced energy costs and the ability to work with more novel and unique abrasives, developing new processes and finding new applications for blasting at production scale in emerging industries.
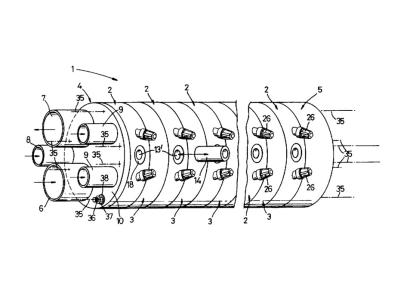
The world's first vortex pump for wet blasting:
Motors mounted at an angle to the sump rather than perpendicular, enabling smaller motors, higher media concentrations, reduced blockages, and easier maintenance. Now standard across most industrial wet blasting machines.
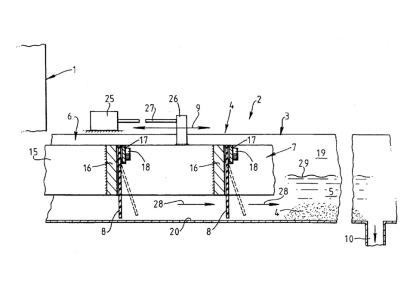
The world's first non-blocking overflow valve:
A patented overflow valve that allows only broken media to be taken out of the overflow without operator intervention.
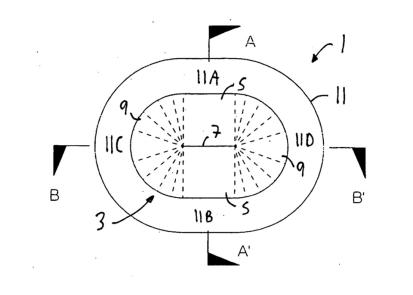
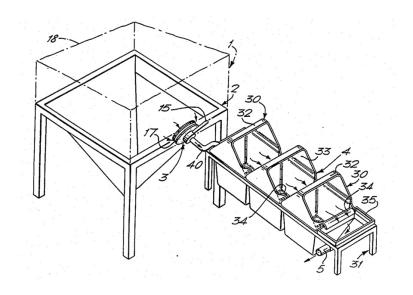
The doughnut sump:
A patented machine architecture that eliminates the need for floor pits or raised platforms, allowing large automatic wet blasting machines to be installed on a standard factory floor.
Shallow sump blast media return system:
Using sweepers to continuously return blast media to the pumps, maintaining process consistency in large machines.
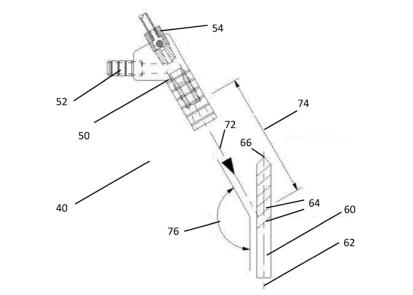
Controlling k-factors on solid tools:
Developed internally by Matt Ashworth this edge honing method delivering controlled, repeatable K-factors on solid carbide tools at production volume.
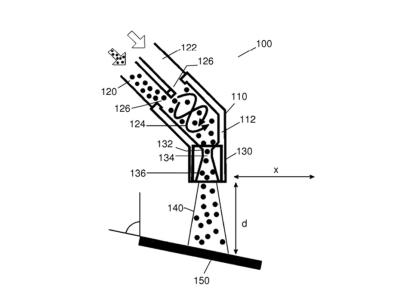
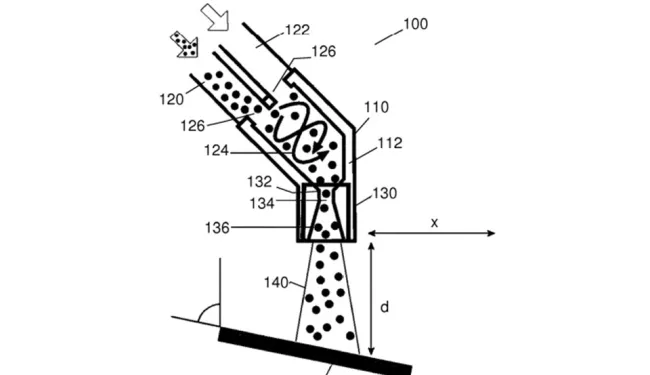
Micro nozzle technology:
Enabling stable blast streams of 2mm diameter in production. Reduces compressed air consumption by at least 60% and opens wet blasting to precision micro applications previously not possible at scale.
The blast box manifold:
A patented multi-gun system designed for barrel and tumbling applications, fitting multiple blast guns into a compact space to deliver uniform coverage without increasing machine footprint.
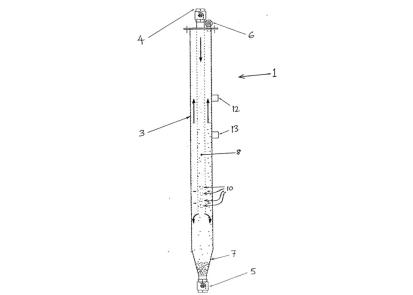
The elutriation tower:
A patented particle separation method that removes broken media with precision, maintaining consistent media grading over long production runs in critical applications such as edge honing and shot peening.
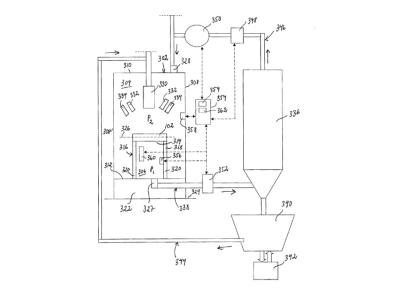
Developed with Sandvik:
A patented vacuum drying system allowing carbide inserts to be cleaned and fully dried without chemicals or alcohol. A pallet of 200+ inserts processed in 60 seconds.
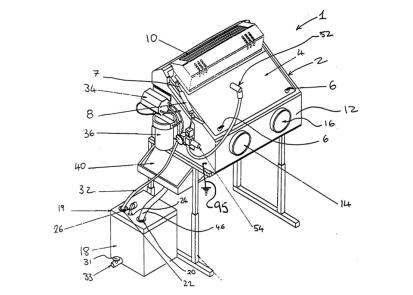
The Turbospray unit:
A patented solvent-based cleaning system developed for Ministry of Defence applications, enabling safe cleaning of critical defence components where conventional methods posed unacceptable risk.
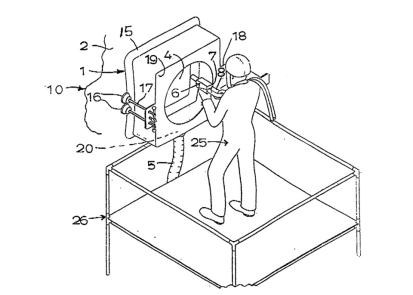
Canopy-based blasting system:
For treating large external surfaces, including aircraft, enabling safe paint removal at scale without the hazards of conventional methods.
FAQs
What is the vortex pump and why does it matter for wet blasting performance?
Vapormatt patented the world's first vortex pump for wet blasting, a design that mounts motors at an angle to the sump rather than perpendicular. This seemingly small change has significant practical consequences: it allows smaller motors to be used, supports higher media concentrations in the slurry, reduces the risk of blockages, and makes routine maintenance easier. The design is now standard across most industrial wet blasting machines - a measure of how fundamentally it improved on what came before.
How does Vapormatt's bubble valve work, and what problem does it solve?
As abrasive media is used in a wet blasting machine, particles break down and become too small to contribute usefully to the process. Without an automatic removal mechanism, broken media accumulates in the blast circuit, degrading surface finish consistency and requiring manual intervention. Vapormatt's patented bubble valve solves this by automatically separating and removing spent media without operator input. The mechanism has since been widely imitated across the industry, which reflects both its importance and the difficulty of achieving the same result by other means.
What is edge honing to a K-factor, and how does Vapormatt's patented process deliver it at production volume?
A K-factor describes the geometry of the cutting edge on a solid carbide tool — specifically the asymmetry between the rake and flank face chamfers. Controlling K-factors precisely and repeatably is critical for tool performance and longevity, but achieving this consistently at production volume has historically been difficult. Vapormatt's patented edge honing method, developed internally by Matt Ashworth, Head of R&D, uses wet blasting to deliver controlled, repeatable K-factors on solid carbide tools at scale. The process is validated through Vapormatt's materials laboratory using Alicona surface measurement systems, ensuring that outcomes are characterised rather than estimated.
How does the patented elutriation tower differ from the bubble valve, and when is it used?
Vapormatt holds patents on two distinct particle separation technologies, each suited to different production contexts. The bubble valve provides automatic removal of broken media in general wet blasting applications. The elutriation tower goes further, using a precision separation method that maintains consistent media grading over long production runs. This matters most in critical applications such as edge honing and shot peening, where even gradual drift in media particle size distribution would affect surface outcomes. The elutriation tower is designed for high-volume automatic machines where process consistency must be maintained without frequent manual intervention.
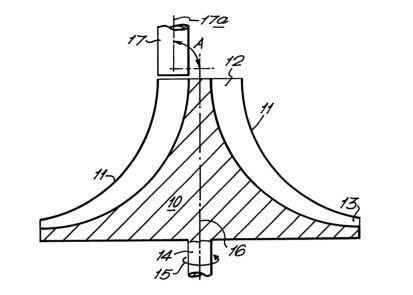
What is Vapormatt's patented wet throwing wheel, and how does it reduce energy costs compared to conventional wet blasting?
Most wet blasting machines use compressed air to propel the abrasive slurry at a workpiece. Compressed air generation is energy-intensive, making it a significant operating cost in high-volume production. Vapormatt's patented wet throwing wheel system delivers high-speed wet blasting without compressed air, using a mechanical wheel to accelerate the slurry instead. This substantially reduces energy consumption compared to conventional compressed-air wet blasting - an increasingly important consideration as manufacturers face pressure to reduce both costs and carbon footprint across their production processes.