
When surface preparation is inadequate, coatings lose adhesion and begin to fail earlier than designed. On composite components, the stakes are higher: incorrect preparation damages surface fibres, compromising the structural integrity of the part itself. Wet blasting resolves both problems in a single controlled cycle. The slurry cleans, profiles, and conditions the surface simultaneously, without the fibre damage caused by dry blasting or the chemical handling burden of alternative cleaning methods. The result is a surface that is ready to coat, consistent batch to batch, and verifiable before the component leaves the cell.


How wet blasting surface preparation works in practice
The abrasive is carried to the surface in a cushioning water slurry. This cushioning effect means the abrasive cuts and profiles without tearing, leaving a clean, activated surface with a controlled surface roughness. Because the water carries away contamination and spent abrasive continuously, the surface is prepared and cleaned in one operation. Recipe adjustment gives direct control over the final profile: change the abrasive grade, and you change the surface roughness. Change the pressure, and you change the intensity of cut.
Typical setup: surface finishing for coating and painting
- Abrasive: Aluminium oxide, 80 to 220 mesh (finer grade for delicate or composite parts; coarser for harder alloys)
- Pressure: 3 to 5 bar (44 to 73 psi); harder materials toward the upper end, delicate components toward the lower
- Guns: Manual or automatic, component dependent; in automatic processes, gun positioning is configured for full surface coverage
- Minimum recommended control: Basic process control is sufficient for entry-level and mid-market applications
- Variables: Harder material requires higher pressure and larger abrasive. More delicate or composite parts require lower pressure and finer abrasive. Geometry-driven coverage is managed through gun positioning in automatic configurations.
Aircraft wheel before and after being wet blasted for NDT inspection and recoating


Surface preparation capability: what wet blasting achieves
The process handles a wide range of components and substrates. Parameters shown are indicative and confirmed for the component types listed.
| Component type | Typical size or weight | Process mode | Achievable outcome | Minimum control |
|---|---|---|---|---|
| Aluminium parts (test strips, pre-primer and PU coating) | 150 x 30 x 3 mm | Manual | Ra 4 µm | Basic manual machine |
| Carbon fibre tubes (preparation for painting and bonding) | Up to Ø162 mm x 1600 mm | Manual | Ra 2 to 8 µm | Basic manual machine |
| Rail dampener cylinders (pre-nickel plating) | Ø120 mm x 500 mm | Automatic | Consistent adhesion surface achieved; no Ra value recorded | Basic manual machine |
In Vapormatt sample processing trials, a set of carbon composite structures with exposed Divinycell were submitted by a Scandinavian composites manufacturer for preparation for painting and bonding. Parts were processed manually on a Panther machine using 320# aluminium oxide at 2 bar. A homogeneous, hydroscopic surface was achieved on all samples, with no over-processing or fibre damage visible under microscope. Parts were returned to the customer for analysis.
Wet blasting is used across the composites and aerospace sectors for pre-coat preparation. Where your components sit within those sectors, the relevant composites industry page and aerospace industry page cover application-specific context in more detail.
Creation of a highly reactive surface
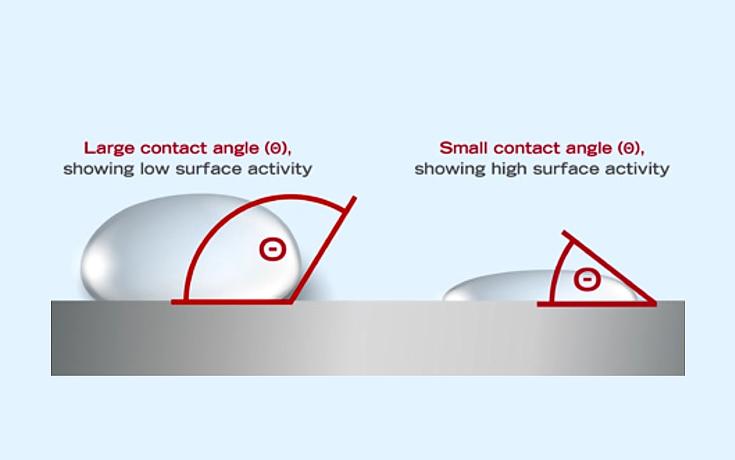
Wet blasting creates a highly reactive surface - a surface with a particularly high surface energy. This can be defined with a 'contact angle' as shown in the diagram opposite.
The contact angle is directly related to the difference between the surface activity of the solid, and the surface tension of the liquid. A high surface reactivity gives a low contact angle, helping paints and coatings to spread out easily across the surface instead of beading.
How is the measurement made? A Goniometer is used to measure the contact angle and determine how wettable the surface is.

The right machine for your application
- Vapormate / Puma: manual cabinet for a wide range of component types and geometries where throughput is low and process control requirements are basic.
- Puma with vertical or radial fixture: small to medium components requiring moderate throughput with the same basic control specification.
- Puma with wheel cleaning jig: purpose-configured for wheel preparation at low throughput, where consistency of coverage on a specific geometry matters.
Related machines




FAQs
Will wet blasting damage carbon fibre or composite surfaces?
Wet blasting is used specifically because it does not damage surface fibres the way dry blasting can. The water cushions the abrasive and controls the energy at the surface. At 2 bar with 320# aluminium oxide, composite structures can be prepared for painting and bonding without measurable over-processing. The correct recipe depends on the layup and resin system. Sample processing will confirm the right parameters for your component.
Our current process produces an inconsistent surface profile. Can wet blasting hold a tighter Ra?
Yes. On aluminium test strips, sample processing achieved Ra 4 µm consistently across contaminated and standard-condition parts in the same batch, using 60/80 aluminium oxide at 3.5 bar. The recipe is repeatable, and because the abrasive is recirculated in slurry, the grade stays consistent throughout a production run. If your current process produces variation, that is almost always a recipe control problem, not a fundamental limitation of wet blasting.
How do we verify the surface is ready before coating?
Ra measurement is the standard check for most applications. For composite and bonding applications where Ra measurement is not always practical, visual and contact-angle assessment confirm surface activation. Vapormatt sample processing trials return parts for customer measurement, so your own quality team signs off on the result before you commit to production.
Can wet blasting handle parts with contamination already on the surface?
Yes. The process cleans and profiles in a single pass. In sample processing of aluminium strips, both oil-contaminated and coolant-contaminated parts achieved Ra within 0.1 µm of clean control samples using the same recipe, with no additional pre-clean required.
Do we need a specialist operator to run this process?
Not for most coating preparation applications. Entry-level and mid-market machines require only basic process control. The recipe is set during commissioning and does not need adjustment between batches unless the component changes. Operators are trained on machine operation, not process chemistry.
What is spallation in surface coatings and how can wet blasting help?
What is spallation in surface coatings and how can wet blasting help?
Spallation is when a surface coating, such as paint, a thermal barrier coating, or a protective film, breaks off or delaminates from the substrate beneath it. It typically occurs due to mechanical stress, thermal cycling, corrosion, or weaknesses in the bond between the coating and substrate, and can lead to premature failure and exposure of the underlying material to environmental or operational hazards.
Common causes include residual tensile stress in the coating or substrate, thermal expansion mismatch, surface contaminants that weaken adhesion, mechanical impacts or abrasive wear, and poor surface preparation before coating is applied.
Wet blasting tackles spallation at the source by ensuring the substrate is thoroughly clean and mechanically conditioned before coating. Contaminants such as oils, grease, rust, and old coatings are effectively removed, while the abrasive particles create a controlled surface profile that increases the area available for bonding. The gentler, more controlled action of wet blasting compared to dry blasting reduces microcracking and harmful tensile residual stresses, and the water dissipates heat during the process, making it well suited to heat-sensitive materials like aluminium. Wet blasting also smooths sharp edges and burrs, which are common starting points for coating failure, and can introduce beneficial compressive stress that improves fatigue resistance and surface durability.
The result is a substrate that is not just clean but optimally prepared for long-lasting coating performance, particularly in demanding environments such as aerospace, automotive, and industrial applications.