Image

Our credentials in wet peening for aerospace
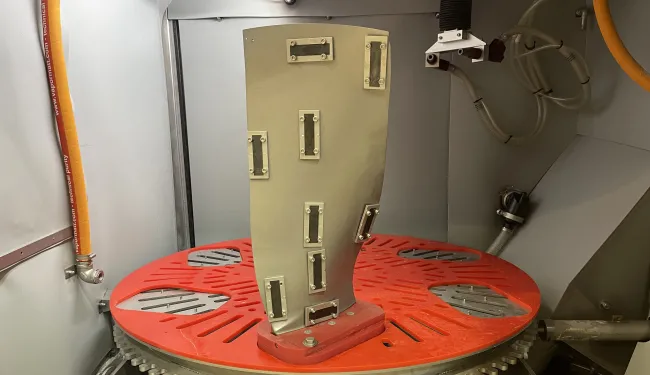
Vapormatt has been designing and supplying wet peening machines for jet engine components since the 1980s, with experience in wet blasting as far back as the 1940s. That depth of understanding, built across four generations of the founding family, distinguishes our application knowledge from every other supplier in this market.
In the early 1990s, in conjunction with The Shot Peener, Vapormatt authored the first technical paper on wet shot peening, establishing the process and equipment framework the aerospace sector subsequently adopted.
Download the original article
Our automatic machines comply with AMS 2432 (Shot Peening, Computer Monitored) and our installed base includes MRO operations processing components to Rolls-Royce, GE, and Pratt and Whitney specifications.
Read our aerospace MRO and OEM industry brochures





