Image
Edge preparation is the last piece of the tool performance puzzle
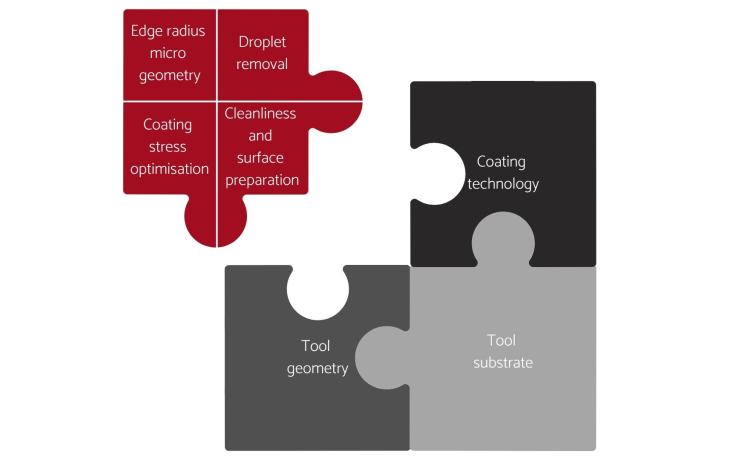
Four variables determine how a cutting tool performs: substrate, geometry, coating, and edge preparation. The first three attract the engineering time and the capital investment. The fourth is where quality variation most often lives. An edge radius that drifts across a production batch, a surface that doesn't activate cleanly before coating, a post-coat finish that leaves PVD droplets in the flute: these are the problems that come back as customer complaints, returns, and tools that underperform their specification.
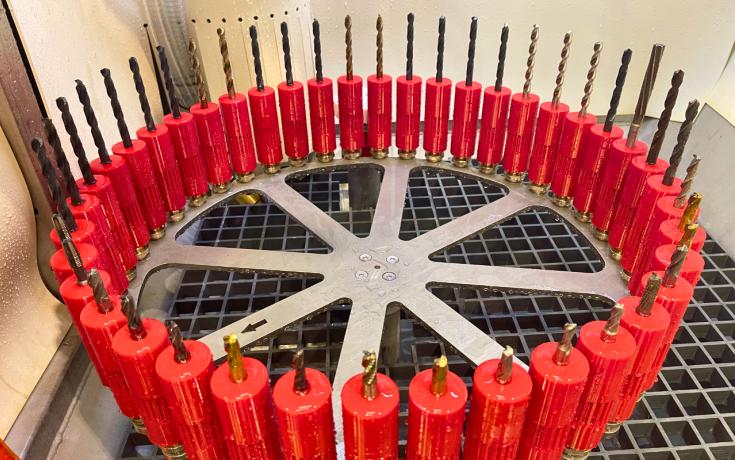
Wet blasting solves all three. A single process platform handles edge honing, pre-coat surface activation, and post-coat polishing, with parameters independently controllable at each stage. Vapormatt's K-factor edge honing process is protected by patent, and our machines handle the complete finishing sequence from blank through to post-coat treatment.
Download the solid carbide tools white paper