

























The technical challenge
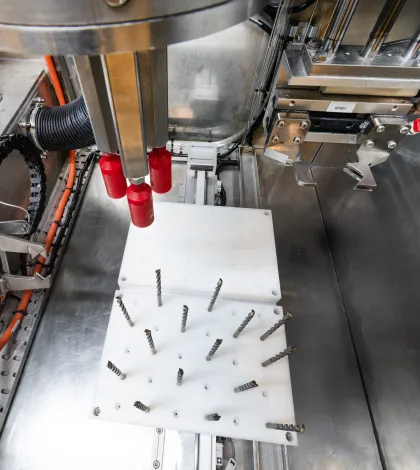
Solid carbide drills, end mills, taps, and thread mills arrive at the finishing department after grinding and before coating. They are expensive, geometrically complex, and require delicate handling at every stage. The process they need cannot rely on manual loading, and cannot expose them to a shared chamber where one tool moving out of position damages the rest.
Process control and compliance
The Oncilla can process mixed batches of drills, end mills, taps, and thread mills in a single cycle without machine changeover. Edge radii are delivered from 2 to 30µm, held to ±3µm with patented K-factor control across the cutting edge geometry, not just the radius. The integrated cleaning steps, deliver HF-1 adhesion under the Rockwell standard, with a surface that is clean, reactive, ready for PVD coating.
Why Vapormatt
We brought wet blasting to the world. The Oncilla applies more than 40 years of process control engineering for carbide tools to the specific demands of round shank tooling.
- One tool at a time, with total control: the gantry robot processes each tool individually from pallet to pallet, with the focus of a grinder rather than the compromise of a shared chamber. Over 2,000 tools per 24 hours.
- Patented K-factor edge honing: our 2021 patent controls the K-factor of the cutting edge geometry, not just the radius. You deliver the edge your coating and cutting performance require, repeatably.
- Six Sigma consistency in production: the Oncilla holds a 10 to 15 micron edge hone to Six Sigma standard in production, delivering up to a 50% improvement in cutting performance.
Additional patented technologies including K-factor edge honing, micro nozzle and helical profile following systems are available on this machine.
The Vapormatt Promise: the machine meets the agreed specification, or we make it right.
The bottom line
The Oncilla is the only edge preparation and coating prep cell that combines cleaning, edge honing, and surface activation for solid carbide tools in a single automated system. Every hand-off you keep is operator time you absorb and a tool at peak value you can still scrap. The cost of doing nothing is paid in scrapped tools.
Technical specifications
| Parameter | Oncilla | Oncilla Cub |
|---|---|---|
| Target application | Medium to high volume production | Low to medium volume |
| Footprint (L × W × H) | 3.3m × 1.55m × 2.85m (130" × 61" × 112") | 1.95m × 1.33m × 2.6m (77" × 52" × 102") |
| Tool shank diameter | 3 to 25.4mm (0.19" to 1") | 3 to 25.4mm (0.19" to 1") |
| Tool length | 46 to 204mm (1¾" to 8") | 46 to 204mm (1¾" to 8") |
| Maximum tool weight | 1kg (2.2lb) | 1kg (2.2lb) |
| Edge radius tolerance | ±3µm | ±3µm |
| Coating adhesion | HF-1 (Rockwell standard) | HF-1 (Rockwell standard) |
| Gantry configuration | Twin gantry available for blast and clean | Single gantry |
| Second blast station | Optional (independent recipe, dedicated pump) | Not available |
| Micro nozzles for sub-6mm tools | Optional | Optional |
Full technical specifications are available in the downloadable Oncilla and Oncilla Cub machine brochures