Paint adhesion on carbon fibre starts long before the spray gun...

When a composite component leaves the autoclave, its surface is working against you. The resin matrix leaves a hydrophobic layer that causes paint, lacquer, and protective coatings to bead rather than wet out. Apply a coating to that surface and you're not painting carbon fibre, you are painting a contamination layer.
The consequences show up later: delamination, uneven coverage, premature coating failure, and rework on components that weren't cheap to produce in the first place.
Wet blasting resolves this in a single controlled operation. The abrasive media, suspended in water, removes the waxy residue and simultaneously creates a controlled surface roughness profile, giving paint the mechanical key it needs to anchor properly. The water cushion prevents fibre damage throughout, which matters when structural integrity can't be compromised for the sake of surface finish. Static charge, which would otherwise attract recontamination, is eliminated at the same time.
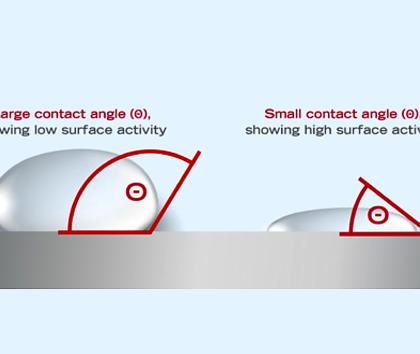
The result is a hydrophilic surface where coatings wet out completely rather than bead. In our testing, a single pass takes water contact angle from the mid 80s down to 43 to 48 degrees. That surface remains stable and bond-ready for over two weeks.
Manual sanding introduces variability and cuts fibres on low-resin prepregs. Dry grit blasting leaves static charge and recontamination risk. Wet blasting is the only method that addresses surface chemistry, surface profile, and cleanliness simultaneously, without compromising the substrate.
Learn more