Image

Carbide insert edge preparation: the surface finishing standard for high-performance indexable tools
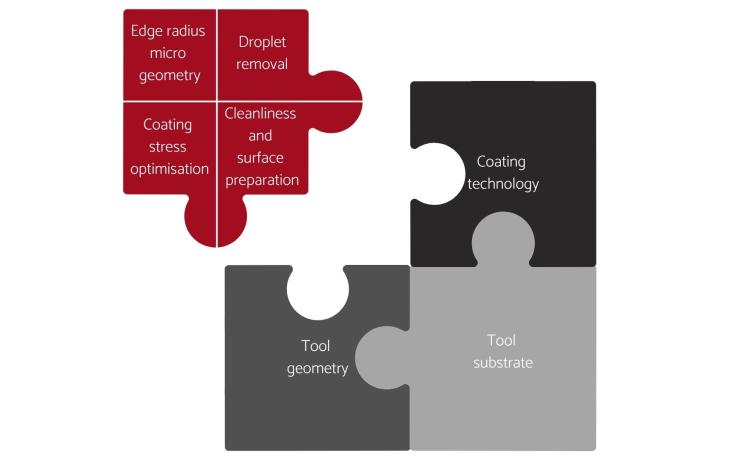
Every carbide insert leaving your line carries four layers of competitive advantage: substrate, geometry, coating, and edge preparation. The first three are well understood. The fourth is where insert manufacturers win or lose market share.
Your coating is only as good as the surface beneath it. Your edge radius determines whether the insert runs at full speed from the first cut or chips within the first hour. Both need to be right, every time, across every insert in every batch.
Vapormatt developed the first edge honing machines in the 1980s. In the decades since, Vapormatt has applied that process to more carbide insert finishing applications than any other manufacturer in the world. Our joint development work with Sandvik on process control and repeatability reflects the depth of technical investment that sits behind every machine we build.
Read the edge preparation white paper and European cutting tool manufacturing case study