































The technical challenge
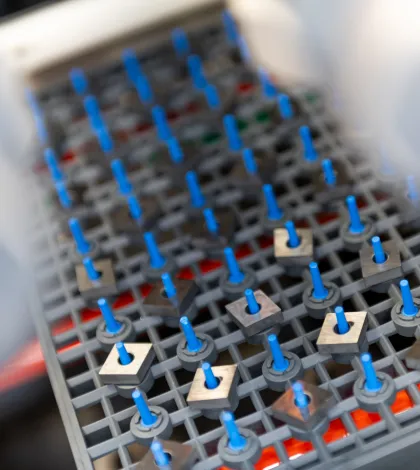
By the time an insert reaches wet blasting it carries the accumulated cost of raw material, sintering, grinding, and geometry preparation. A cobalt surface that undermines coating adhesion, an edge hone radius outside tolerance, or staining from inadequate post-blast drying does not produce a marginal part. It produces scrap at the point of maximum embedded value, one process step before coating completes it. With carbide now a strategic material, the cost of that failure has permanently increased. The Tiger was engineered to eliminate it.
Process control and compliance
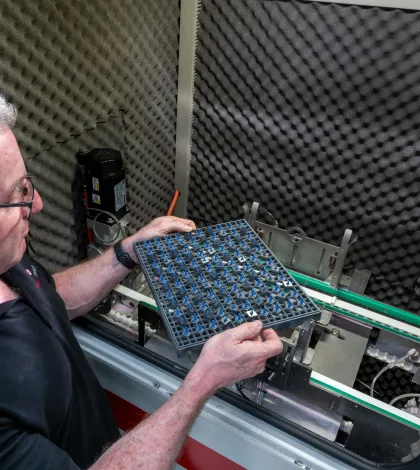
The Tiger's CNC servo-driven blast gantry moves independently in the Y axis whilst pallets advance in the X axis, ensuring every insert on every pallet receives identical blast geometry and dwell time. Vapormatt gun crowns deliver controlled three-dimensional coverage across complex insert geometries, with nozzle height and angle independently settable per blast head. Every parameter is monitored, recorded, and traceable to the pallet, supporting ISO 9001 and equivalent quality systems.
Why Vapormatt
Vapormatt built the first automated edge honing machines for cutting tool inserts in the 1980s. The technology attracted acquisition interest from a major cutting tool manufacturer who wanted to keep it from the market. We remained independent. That decision is why the industry standard exists.
- Patented elutriation tower: Continuously removes broken-down abrasive finer than the selected particle size from slurry circulation, maintaining consistent media distribution and reproducible edge hone radius across long production runs.
- Independent gun crown control: Two independently controlled blast heads adjust across a 20 to 80 degree range in a single pass, enabling selective coating removal, targeted peening for coating adhesion, and process combinations no single-angle system can replicate.
- Formal acceptance testing: Every Tiger undergoes Factory Acceptance Testing at our facility and Site Acceptance Testing after commissioning. The machine meets its agreed specification before you commit production to it.
The Vapormatt Promise: the machine meets the agreed specification, or we make it right.
The bottom line
Every insert manufacturer's cost base has permanently shifted, and the structural factors driving carbide scarcity show no sign of reversing. The Tiger handles edge honing, pre-coating preparation, and post-coating finishing within a single validated process line. Every scrapped pallet costs more than it did two years ago. The machine that prevents it has not changed in price.
Technical specifications
| Parameter | Specification |
|---|---|
| Installed dimensions | 7.7m × 1.72m × 3.3m (303" × 68" × 130") |
| Blast gun configuration | 16 × Mk3 Vapormatt blast guns with boron carbide nozzles (standard) |
| Gun crown options | 60°, 55°, 45°, 80°, or manually adjustable 45°/80°; two independently controlled gun crowns |
| CNC gantry Y-axis | 700mm (27.5") stroke; max speed 200mm/s; accuracy ±0.5mm |
| Auto-load capacity | Up to 20 pallets; 40kg (88.2 lb) maximum load |
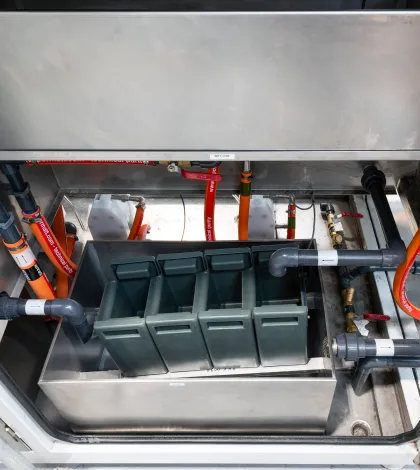
| Process stages | Wet blast 1, wet blast 2, pre-rinse, drag rinse, ultrasonic dunk (optional), final DI rinse, hot-air dry |
| Electrical supply | 400/480V, 3-phase, 50/60Hz; 47kW load (100A at 400V, 50Hz) |
| Process air supply | 6–7 bar (90–100 psi); max 11.2 Nm³/min at 4 bar (58 psi) |
| Automation options | RFID readers, barcode scanners, gantry robot pallet transfer, infeed/outfeed roller conveyor, flipping unit, AGV-compatible cart docking |
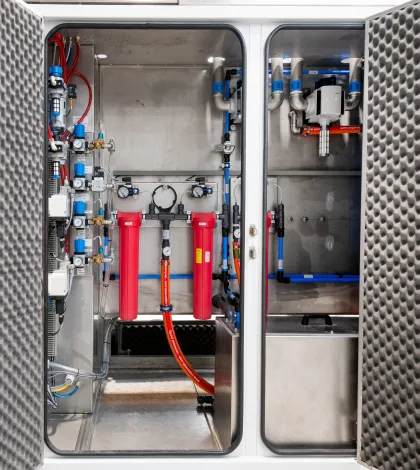
| Construction | Corrosion-resistant high-grade stainless steel cabinet; secondary containment on all process tanks and pipework |
Full technical specifications are available in the downloadable Tiger machine brochure