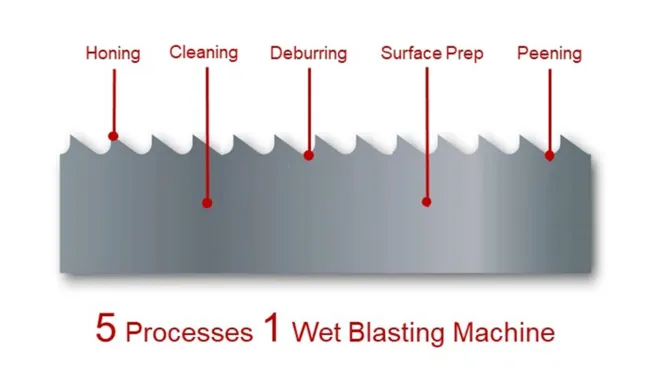
Five finishing outcomes, one in-line process
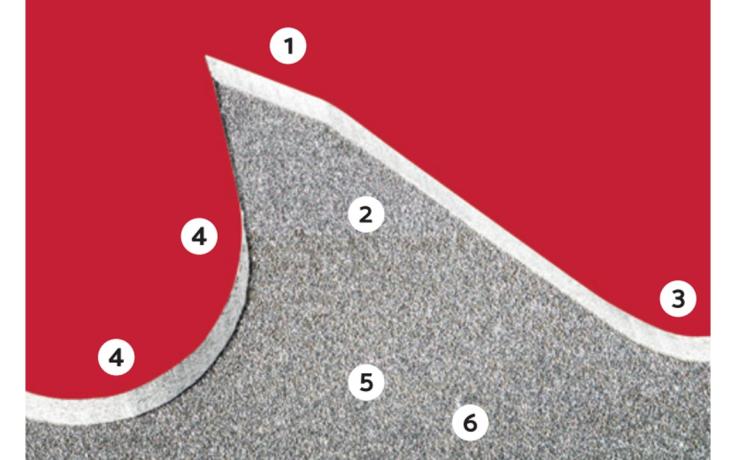
1. Carbide tooth honing
A freshly formed carbide tooth is sharp but fragile. Without a controlled edge radius, it chips under load. With wet blasting, a defined hone is applied to each tooth, reducing the risk tooth breakage and chipping from the first cut. Edge radius increases from approximately 3µm to 20µm in a single pass. The blade cuts at full speed from installation, with no break-in period absorbing your customer's production capacity.
2, 3, 5, 6. Surface cleaning, deburring and coating preparation
Wet blasting removes burrs, heat marks, heat scale and machining notches in a single pass. It creates a clean, cosmetic finish with a surface roughness that improves oil retention significantly compared to dry blasting. Blades arrive at downstream processing clean, dried, reactive, and ready for coating, painting, branding and anti-rust treatments.
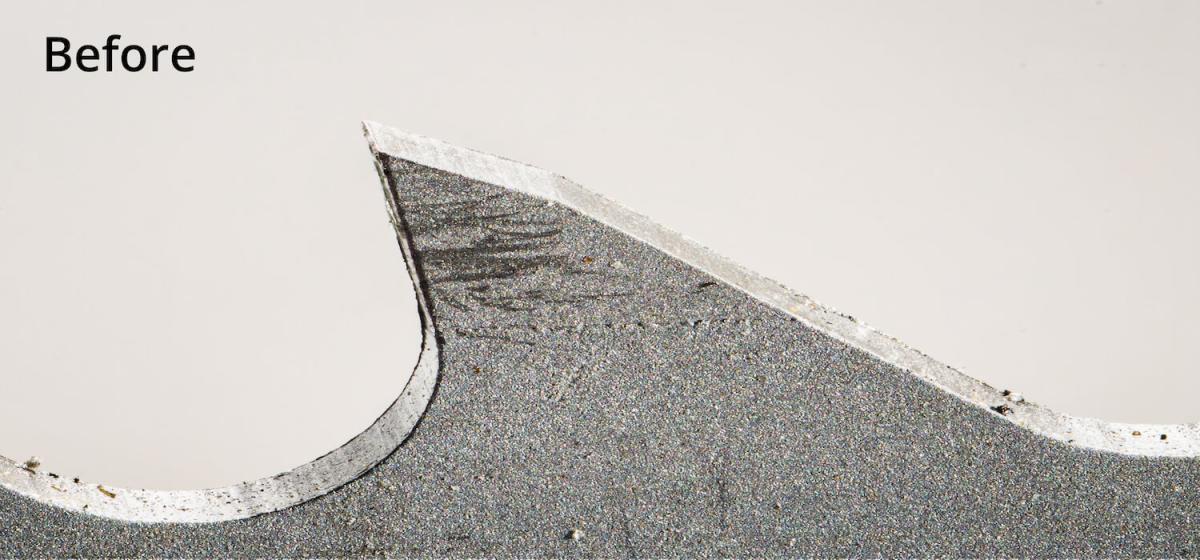
4. Micro-nozzle gullet and teeth braze point peening
The gullet is the weakest point in any bandsaw blade under cyclic load. Punching can leve tensile residual stresses in the surface layer of up to +1,000 MPa, stress that accelerates fatigue crack initiation under repeated flexing. Peening reverses that. A large European bandsaw blade manufacturer and Vapormatt customer achieved compressive residual stresses of approximately -1,500 MPa at the surface layer: a shift of 2,500 MPa from the tensile baseline left by punching. Wet peening also increases the compressive stress of bandsaw tooth braze points.
Cracks do not propagate in a surface under compression. Vapormatt's micro-nozzle configuration delivers that compressive stress state specifically to the gullet, where fatigue failure begins.
Read the bandsaw blade white paper