Image

How wet blasting peening works in practice
A slurry of spherical media suspended in water is propelled at the component surface under controlled air pressure. The media imparts compressive stress at the point of impact; the water film prevents media fracture, controls the energy delivered per impact, and carries away contaminants without embedding them. Adjusting air pressure, media type and size, gun geometry, and component motion changes the peening intensity achieved, giving engineers a precise and repeatable lever for each component specification.
Typical setup: peening
- Abrasive: Spherical media specified by the customer or process engineer — typically glass beads, stainless steel shot, or ceramic beads in a size range matched to the target intensity. Media specification is usually held on the process document, not set by the operator.
- Pressure: Indicative range 3–6 bar (44–87 psi) air pressure; slurry pressure set independently. Higher pressure increases Almen intensity.
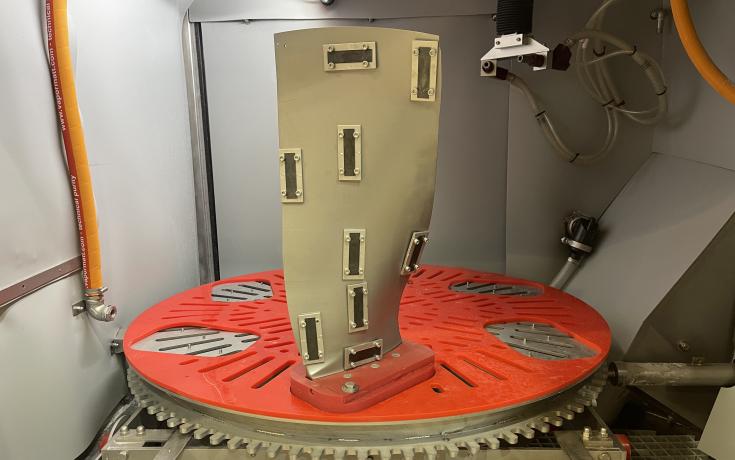
- Guns: Automatic in most production applications. Complex geometries use multi-axis oscillation or 6-axis robotic positioning to keep the blast stream perpendicular to the component surface. Continuous product such as bandsaw blade is processed using a gantry in a Profelis configuration.
- Minimum recommended control: Closed-loop air pressure control and automatic component motion as a baseline for production peening. Manual operation is viable for development, sample processing, or low-volume surface preparation work.
- Variables: Higher pressure, larger media, and harder media all increase peening intensity. Blade geometry, aerofoil curvature, and edge sensitivity dictate gun standoff and angle. Recipe shifts are validated against the saturation curve for each new component type.