Precise
Ra tolerance consistent. Wire dimensions and transformation behaviour unchanged
Clean
Scale, black oxide, and residues removed completely. Coating-ready surface, every time
Safe
No acid baths. No HF handling. No airborne particulate
Repeatable
Every parameter stored to qualification tolerance. Batch one matches batch one thousand
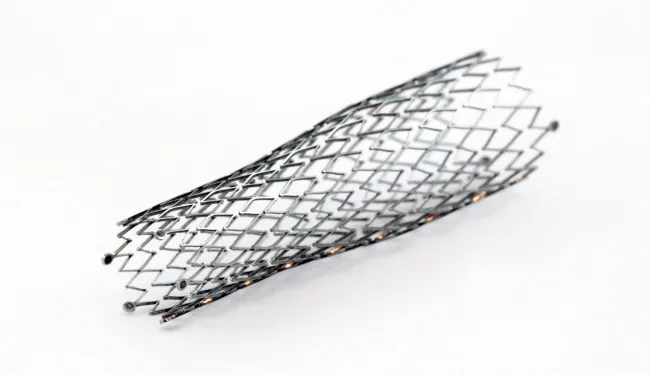
A Nitinol stent navigates coronary arteries. A shape memory alloy wire transmits force inside a minimally invasive surgical tool. These products depend on the surface condition of the wire at the point of manufacture. Heat treatment scale, oxide contamination, and residual manufacturing debris do not just affect appearance. They compromise fatigue life, reduce corrosion resistance, and in medical applications raise nickel ion release at the surface - the defining biocompatibility risk for any implantable memory wire component.
If your current finishing process cannot guarantee a uniform, contamination-free surface across every metre of wire produced, you are carrying quality risk into every batch that leaves your facility. And if that process runs offline, you are absorbing a productivity cost that compounds with every production hour.
Read the Nitinol wire case study


Why traditional memory wire finishing processes are structurally limited
The dominant alternatives to wet blasting each carry a mechanism of failure that process optimisation alone cannot solve. This is true across certainly true of Nitinol based memory alloys - the specific chemistry changes, but the structural problem does not.
vs. Chemical pickling and acid etching: Pickling removes heat treatment oxide, but the aggressive acid mixtures required for shape memory alloys - HF/HNO3 for Nitinol - produce microscopic changes to surface topography that create fatigue crack nucleation sites. Published research on medical-grade Nitinol confirms that pickling leaves inconsistent corrosion behaviour, with breakdown potentials varying significantly across wire samples from the same batch. The process runs offline, in acid baths, under hazardous chemical handling conditions that require dedicated containment, waste treatment infrastructure, and regulatory compliance entirely separate from your main production line.
vs. Electropolishing: Electropolishing produces a bright surface, but inclusions - the oxides, carbides, and oxidised carbides present in the bulk microstructure of Nitinol and other shape memory alloys - are retained on the electropolished surface. Corrosion initiates around those inclusions in service environments. Potentiodynamic studies on medical-grade Nitinol wires show that electropolished samples can exhibit lower breakdown potentials than chemically treated equivalents precisely because of this mechanism. Electropolishing also requires pre-treatment deoxidation, a controlled electrolyte, and temperature management. It is a batch process. It does not integrate with continuous wire production at line speed.
vs. Dry blasting: Dry blasting is widely used for scale removal but is demonstrably ineffective for memory wire finishing. SEM analysis confirms that dry sandblasting does not achieve complete oxide removal from the original scaling on Nitinol, and subsequent drawing compounds the problem by creating a persistent scale layer.
Each of these processes was developed for different applications and adapted for memory wire. None was designed for it.
Find out how wet blasting compares with other finishing processes


Wet blasting applications for memory wire manufacturing
Wet blasting removes heat treatment scale, oxides, and manufacturing residues from memory wire without material removal aggressive enough to alter critical wire dimensions or affect the transformation temperature behaviour encoded in the wire's microstructure. This applies equally to Nitinol, copper-zinc-aluminium, iron-manganese-silicon, and other shape memory alloy wire products. The water-cushioned abrasive delivery avoids the surface stress introduction associated with dry blasting, and the closed-loop slurry system eliminates the airborne dust and static build-up that make dry blasting unsuitable for precision wire manufacturing environments. As listed below, with the appropriate wet blast recipe, it's possible to remove wire substrate in a highly controlled way to produce a consistent wire diameter.
The result is a uniform, satin-like finish with controlled surface roughness: clean, reactive, and consistent across the full length of the wire - including every metre processed through a continuous inline system.
Specific applications handled include:
- Heat treatment scale and black oxide removal from shape-set Nitinol wire, flat wire, and ribbon
- Oxide removal from copper-zinc-aluminium and copper-aluminium-nickel memory wire after annealing
- Uniform surface preparation for PTFE and hydrophilic coating adhesion on Nitinol guidewires
- Controlled surface texture for Nitinol braiding wire used in self-expanding vascular stents
- Cleaning of Nitinol orthodontic arch wires prior to functional testing and packaging
- Controlled removal of substrate to achieve a uniform wire diameter
- Surface preparation of iron-based shape memory alloy wire for structural and civil engineering applications
- Oxide and residue removal for Nitinol IVC filters, clot retrievers, and flow diverters
- Finishing of memory wire for actuator, robotics, and industrial SMA applications
- Surface preparation of Nitinol and copper-based wire for wearable device and MEMS components
Why Vapormatt
Vapormatt is the originator of the wet blasting machine and the only wet blasting company to have developed a dedicated inline machine for continuous wire and cable processing. That depth of process engineering is visible in how the Profelis performs at production scale across the full range of memory wire alloys.
For Nitinol wire manufacturers supplying material conforming to ASTM F2063 and operating within ISO 13485 quality management frameworks, that level of repeatability is a compliance requirement, not a commercial advantage.
The bottom line
Memory wire - whether Nitinol for cardiovascular devices, copper-zinc-aluminium for industrial actuators, or iron-based alloys for structural applications - demands a finishing process that removes contamination completely, preserves dimensional accuracy, maintains fatigue integrity, and repeats that outcome across every metre of production. Chemical pickling carries fatigue risk. Electropolishing is constrained by inclusion behaviour and batch processing limits. Dry blasting cannot achieve complete oxide removal. Wet blasting, delivered inline via the Profelis, solves all three in a single continuous process step.
Every batch that leaves your facility without a verified, repeatable surface finish carries quality risk that accumulates. The audit finding, the rejected lot, the delayed device submission or the failed actuator specification: the cost of doing nothing is not abstract.
FAQs
What types of memory wire can wet blasting finish?
The Vapormatt Profelis automatic wet blasting machine can process shape memory alloy wires including Nitinol (nickel-titanium), copper-zinc-aluminium, and copper-aluminium-nickel wires. From 1mm diameter wire to 54mm diameter cable. Each alloy requires specific process parameters - blast pressure, media type, line speed - which are set at qualification, stored as a named recipe, and recalled at the touch of a button.
Does wet blasting affect the super elastic or shape memory properties of the wire?
No. Wet blasting removes surface contamination without the material-aggressive chemistry of acid pickling or the electrochemical process complexity of electropolishing. The water-cushioned abrasive delivery minimises surface stress introduction, preserving the fatigue life and transformation behaviour engineered into the wire through prior thermomechanical processing - for Nitinol, copper-based, and iron-based alloys alike.
How does wet blasting compare to chemical pickling for memory wire oxide removal?
Chemical pickling removes oxide but introduces microscopic surface topography changes that create fatigue nucleation sites - a documented risk for any wire used in cyclic-load applications. Wet blasting removes scale with a water-cushioned abrasive, without fatigue risk, without an acid waste stream, and without the offline processing constraint. The Profelis runs inline with your production at line speed.
Is the wet blasting process compatible with ISO 13485 and ASTM F2063 manufacturing environments?
Yes. The Profelis delivers fully programmable, repeatable process parameters with HMI recipe storage and consistent blast gun output maintained through Vapormatt's patented flow control technology. This level of documented process control supports the validation and batch traceability requirements of ISO 13485-certified medical device manufacturing and supply chains producing Nitinol conforming to ASTM F2063.
Is wet blasting safe for use in a precision wire manufacturing environment?
Wet blasting suppresses airborne dust by suspending abrasive media in water, eliminating the particulate exposure associated with dry blasting. It eliminates the static build-up that dry processes generate around fine wire. There are no acid baths, no Hydrofluoric acid handling requirements, and no acid waste treatment infrastructure required. For a cleanroom-adjacent, ISO-classified, or sensitive industrial manufacturing environment, wet blasting is the operationally and environmentally safer process choice.