Wet blasting adds water to the blasting process. That single addition transforms how abrasive media interacts with the surface, how the process is controlled and how the working environment is managed.
The result is a process that delivers finer finishes, tighter tolerances and cleaner operations than dry blasting, chemical etching or manual finishing, across a wider range of components and industries.

How water changes the mechanics of blasting
In dry blasting, abrasive particles strike the surface at full velocity and ricochet at steep angles, typically between 45 and 90 degrees. This creates an aggressive, impact-driven process that produces rough, inconsistent profiles with media fragments frequently embedded in the substrate.
Adding water fundamentally changes this behaviour. The water cushions each particle on impact, reducing the ricochet angle and converting the action from impact to flow. Media travels across the surface in a lapping motion rather than hammering into it. This produces four measurable differences:
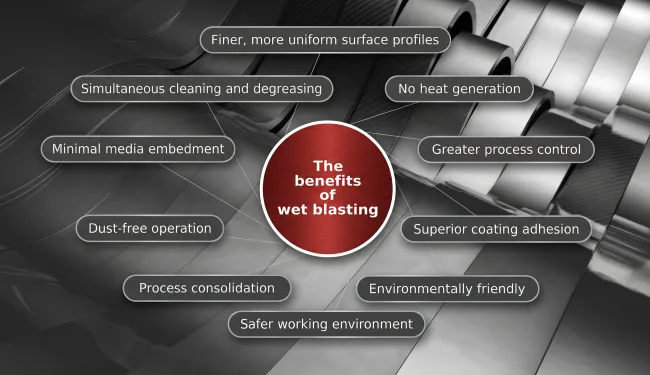
- Dust free. Any air borne particles are contained in the water, protecting operators from harmful dust, carcinogens and uncomfortable working conditions.
- Simultaneous cleaning and degreasing. The water carries away oils, grease and contaminants during blasting, removing the need for a separate pre-wash stage.
- Finer, more uniform surface profiles. The surface roughens values are consistently lower across the entire component, including complex geometries and internal passages.
- Minimal media embedment. The water barrier prevents abrasive particles from lodging in the substrate, critical for soft metals like aluminium, titanium and copper alloys.
- No heat generation. Water absorbs thermal energy on contact, eliminating the risk of warping, static, explosions, distortion or metallurgical changes to heat-sensitive components.
These are not incremental improvements. They represent significant advantages of introducing water to the process.
The controllable factors of wet blasting

The 15 parameters of wet blasting
Wet blasting offers more independently adjustable process variables than any comparable mechanical surface treatment. With 15 parameters, engineers can define and hold an exact finish, then repeat it across thousands of components:
- Air pressure - air flow
- Slurry pressure - slurry flow - slurry temperature
- Media density - abrasive size - abrasive shape - abrasive hardness
- Number of guns - nozzle length - nozzle diameter
- Blast range - blast angle - speed of guns
This level of control matters in three ways.
- First, it allows manufacturers to hold tight surface finish tolerances batch after batch.
- Second, it provides the data trail that quality systems and OEM specifications increasingly require.
- Third, Vapormatt's engineering team uses these parameters to develop and prove the optimal process for each application, then configures it into a standardised machine. The result is proven performance from day one, not a prototype that needs refining on the factory floor.

Process consolidation: multiple steps in one cycle
Where conventional finishing requires separate stages for degreasing, blasting, cleaning and surface preparation, wet blasting combines these into a single operation.
Components go in contaminated. They come out clean, profiled to a defined finish, ready for the next production step.
This means less handling between stages, less floor space dedicated to multiple machines, shorter cycle times and fewer opportunities for recontamination between process steps.
For applications where the finished surface must be immediately ready for coating, bonding or inspection, this matters. Wet blasting produces an exceptionally clean, reactive substrate in one cycle, which is why coating adhesion after wet blasting consistently outperforms adhesion after on any other mechanical surface treatment.
Safer for operators, better for the environment
Wet blasting produces no airborne dust. The water captures all particulate matter within the slurry, eliminating operator exposure to harmful dust and removing the need for dust extraction systems. It also eliminates static charge build-up, which in dry blasting environments creates explosion risk when processing certain metals and powders.
The process requires no harsh chemicals. The abrasive media is recyclable. The water is recyclable. And the enclosed, self-contained system means no contamination enters the wider working environment. For manufacturers looking to reduce their environmental footprint alongside their compliance burden, wet blasting addresses both.
Read about the health, safety and environmental benefits of wet blasting
How wet blasting compares to alternative processes
Wet blasting is not the right choice for every application. Dry blasting remains effective for heavy material removal where finish quality is less critical. Drag finishing excels at high-gloss polishing of individually fixtured components. Brush finishing delivers precise deburring and polishing of flat and rotary components. Each technology has its place.
But for applications where surface quality, consistency, process control and safety are priorities, the comparison below shows where wet blasting holds structural advantages.
Surface finishing process comparison
| Wet blasting | Dry blasting | Drag finishing | Brush finishing | Vibratory/tumble finishing | Chemical etching | |
|---|---|---|---|---|---|---|
| Surface consistency | Uniform surface roughness across complex geometries including internal passages | Variable. Inconsistent on complex shapes | Excellent on external surfaces. Cannot reach internal passages | Good on accessible edges and flat faces. Limited on complex 3D geometries | Good for bulk batches. Limited control on individual components | Good on flat surfaces. |
| Media embedment | Minimal. Water barrier prevents particle lodging | Common, especially on soft metals | Minimal | Not applicable (abrasive bonded to brush) | Possible with aggressive media | Not applicable |
| Process control | 15 independently adjustable parameters | Typically two to three variables | Carousel speed, spindle speed, media type, immersion depth, dwell time | Brush type, speed, pressure, angle | Speed, media type, time | Chemical concentration and dwell time |
| Environmental and safety | Minimal dust, minimal chemicals, recyclable media and water | Dust extraction required. RCS exposure risk | Low impact (wet and dry modes available) | Moderate impact (dust extraction typically needed) | Low environmental impact | Chemical storage, handling and disposal required |
| Best suited for | Cleaning, degreasing, surface preparation, peening, coating prep across diverse components and geometries, edge honing of cutting tools | Heavy material removal, rust and scale stripping | High-gloss polishing and edge rounding of individually fixtured high-value components | Precision deburring and polishing of flat and rotary components | Bulk deburring of robust components | Specific substrate and geometry combinations requiring chemical precision |
Capital and running costs by process
| Cost type | Wet blasting | Dry blasting | Shot blasting | Shot peening | Chemical cleaning | Vibro finishing | Brushing | HP washing |
|---|---|---|---|---|---|---|---|---|
| Capital cost | $$$ | $$ | $$ | $$$ | $$$ | $ | $ | $ |
| Running cost | $ | $$ | $$ | $$ | $$$ | $ | $ | $ |
FAQs
Is wet blasting more expensive than dry blasting?
The total cost of ownership is often lower. Wet blasting eliminates dust extraction systems, reduces media consumption by extending abrasive life, consolidates multiple process steps into one and removes the compliance cost of managing airborne dust.
Does wet blasting work on all materials?
Wet blasting is compatible with all metals, most composites, ceramics and many polymers. The water barrier makes it particularly effective on soft metals like aluminium, where dry blasting risks media embedment and surface damage. Corrosion-sensitive substrates can be processed with inhibitors added to the water.
Can wet blasting meet aerospace and medical OEM specifications?
Yes. The 15 controllable parameters allow engineers to define, document and repeat exact process recipes to meet the traceability and documentation requirements of aerospace MRO and medical device manufacturing standards. Our wet peening systems are built to comply with AMS 2432, the aerospace specification for computer-monitored shot peening.
Is wet blasting safer than dry blasting?
Wet blasting produces no airborne dust, eliminating operator exposure harmful dust and removes the risk of dust explosion. No dust extraction equipment is required.
How does wet blasting compare to drag finishing or brush finishing?
These are complementary rather than competing technologies in many applications. Drag finishing excels at high-gloss polishing of individually fixtured components. Brush finishing is proven for deburring and polishing of flat and rotary components. Wet blasting offers broader versatility: cleaning, degreasing, surface profiling and finishing in a single operation, across a wider range of component sizes and geometries, with the added benefits of no dust, no heat and no media embedment. Edge honing with wet blasting is quicker and more repeatable over large batches than other processes.