Image
How wet blasting edge honing works in practice
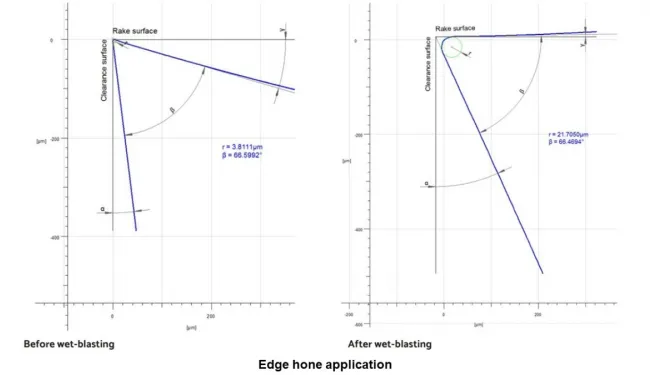
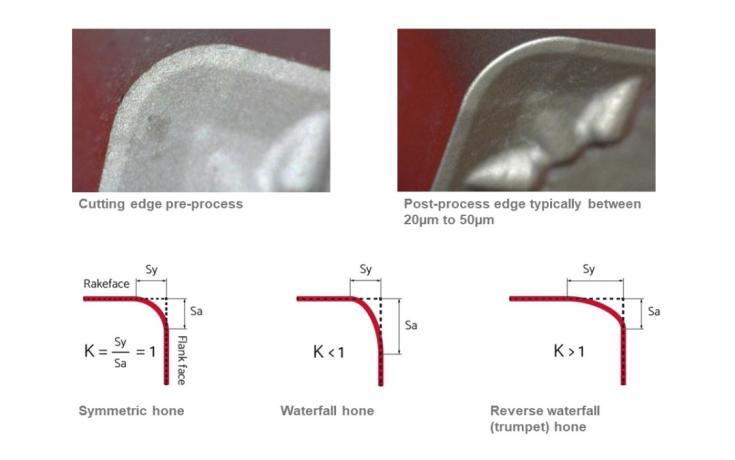
The slurry stream combines abrasive, water, and air to deliver a consistent, dampened cutting action across every surface it reaches. On a cutting edge, this produces a controlled radius by removing the fragile edge and micro-fractures left by grinding. Air pressure, oscillation sped and abrasive size can all be adjusted to control the edge radius.
Typical setup: edge honing
- Abrasive: Aluminium oxide, 150 to 320 mesh (coarser grade for larger target radius; finer grade for tighter, more delicate edges)
- Pressure: 2 to 3 bar (29 to 44 psi); 2.7 bar as the preferred baseline with speed and abrasive adjusted to achieve target radius
- Guns: 8-gun crown for inserts; vertical oscillation with satellite drive for round shank tools; gantry-mounted for bandsaw blade
- Minimum recommended control: Automatic motion with air pressure control
- Variables: Required edge radius is the primary target. Larger abrasive at higher pressure produces a larger radius. Oscillation or conveyor speed adjusts dwell time to fine-tune consistency without changing target radius.



