















The production challenge
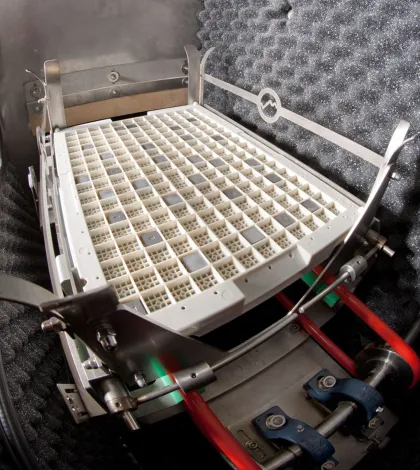
At high-volume insert production, throughput and consistency are in direct tension. Running faster risks tolerance drift. Every non-conforming pallet carries a scrap cost that compounds fast. The Tiger+ resolves that tension with two fully independent blast zones in one inline system, one conveyor, one recipe architecture, and one acceptance process.
Process control and compliance
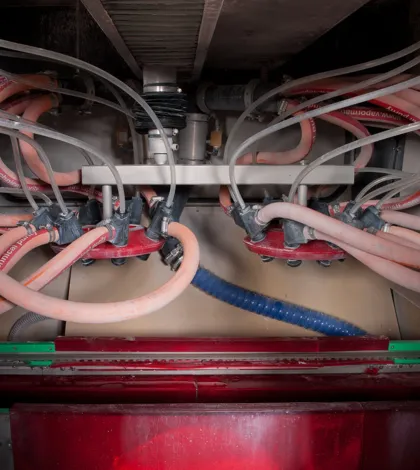
Each blast zone operates independently under recipe control, with CNC servo gantry positioning accurate to better than ±0.5mm (19.7 thou) on the Y axis. The patented elutriation tower continuously removes sub-specification abrasive particles from each zone's slurry circuit, maintaining consistent media quality across both chambers without manual intervention. Every parameter is logged, every cycle reproducible to ±5µm (0.2 thou), with post-process reporting and MES integration available.
Why Vapormatt
Vapormatt invented the wet blasting process. Seven decades of process generations, more application specifications developed, and more domain knowledge than any competitor that has followed.
- Dual-chamber architecture: Two fully independent blast zones run different processes sequentially or the same process in parallel, doubling throughput without a second machine, a second qualification, or a second maintenance programme.
- Patented elutriation tower: Continuously conditions the slurry in each zone, removing broken-down abrasive to maintain media specification. Required for edge honing. No equivalent exists on competing machines.
- Vapormatt 4.0 connectivity: Remote diagnostics, process monitoring, and recipe backup via the Serval IIoT platform. Minimises unplanned downtime on a machine running at maximum capacity.
The Tiger+ also carries additional patented process and nozzle technologies.
Vapormatt patents and process innovation.
The Vapormatt Promise: the machine meets the agreed specification, or we make it right.
The bottom line
No other inline wet blasting machine combines two independently controlled blast zones with ±5µm consistency, proven under factory and site acceptance testing. When carbide is a strategic material and every pallet carries material cost that cannot be absorbed, tolerance drift is not a quality problem, it is a direct commercial loss. If maximum throughput and process depth matter, the specification is defined. The decision is yours.
Technical specifications
| Parameter | Specification |
|---|---|
| Installed dimensions (L × W × H) | 10.3m × 2.05m × 3.3m (406" × 81" × 130") |
| Gun crown configurations | 60°, 55°, 45°, 80°, or manually adjustable 45°/80° |
| CNC gantry Y-axis stroke per zone | 700mm (27.6"); max speed 200mm/s; accuracy ±0.5mm |
| Vertical gun head manipulator (Z-axis) | 400mm (16") stroke (optional) |
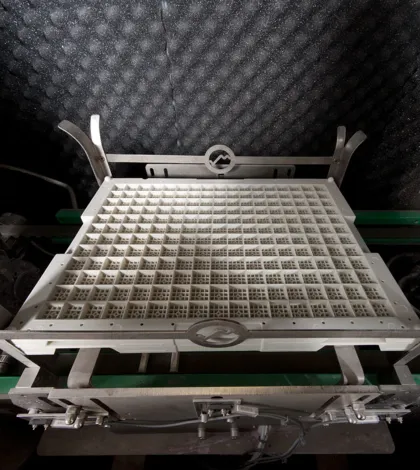
| Pallet capacity (auto-load magazine) | Up to 20 pallets; 40kg (88.2 lb) max load |
| System throughput (gantry configuration) | Minimum 16 pallets/hour after first pallet complete |
| Compatible pallet sizes | Wendt 296 × 246mm (12" × 10"); Manz 383 × 281.3mm (15" × 11") |
| Process stages | 11 (including optional ultrasonic dunk) |
| Noise level | Specifiable to 75 dBA |
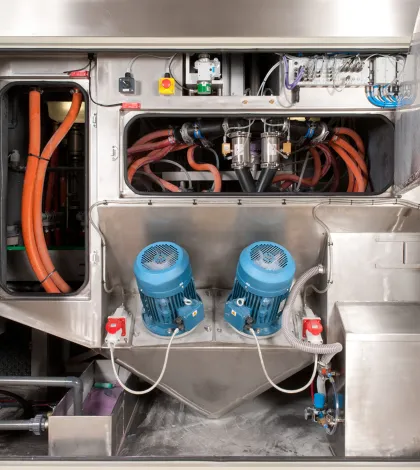
| Power supply | 400/480V, 3-phase, 50/60Hz, 69kW |
| Process air | 6–7 bar (90–100 psi); max 22.4 Nm³/min (800 SCFM) |
Full technical specifications are available in the downloadable Tiger+ machine brochure